



Muotin tekniset tiedot
|
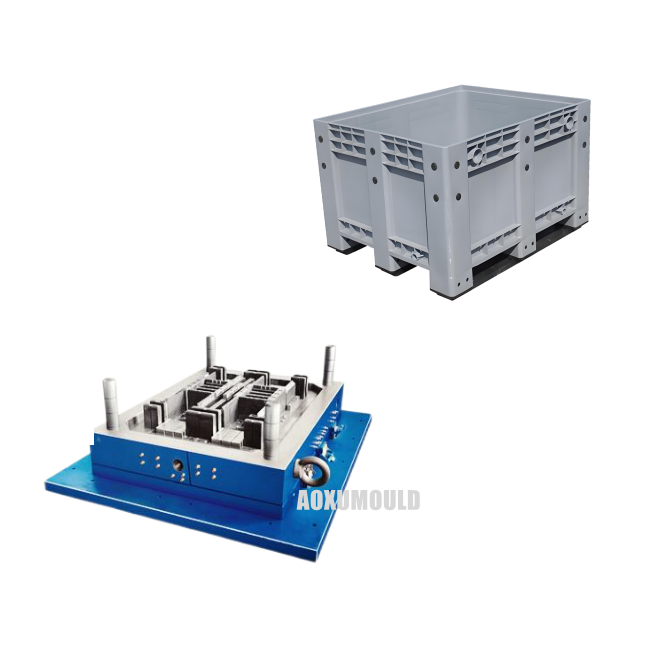
Muotinimi |
Kuormalavamuotti |
|
Tuotemateriaali |
Korkean tiheyden polyeteeni (HDPE)/PP |
|
Tuotekoko |
1200 mm (W) x 1000mm (l) x 760mm (h) |
|
Muotimateriaali onkalolle &. Ydin |
2738 |
|
Muottipohja |
C45 |
| Ei -ontelon | 1 ontelo niin suurelle muotille |
|
Injektiojärjestelmä |
Kuuma juoksuventtiiliportit |
|
Sopiva injektiokone |
4500T |
|
Muotin koko |
1800x1800x1350mm |
| Muottipaino |
32500T |
|
Muotin käyttöikä |
Yli 500, 000 tietokoneita |
| Läpimenoaika |
Kun muotoilu on viimeistelty, 65 päivää |
Miksi Mo ovatuLDS, jota tarvitaan muovikorvalleLaatikkos?

Logistiikassa, varastossa ja valmistuksessa laajasti käytettyjä muovisia kuormalaatikkoja vaativat MOLD-pohjaisen tuotannon teollisuuden mittakaavan valmistuksen teknisten ja taloudellisten vaatimusten vuoksi. Teräksestä tyypillisesti valmistetut muotit ovat tarkkuusmallit työkaluja, jotka määrittelevät lopputuotteen muodon, rakenteen ja toiminnallisuuden. Alla on tärkeimmät syyt muottien käyttämiseen niiden tuotannossa:
1. Tarkkuus ja johdonmukaisuus
Muotit mahdollistavat korkean toistettavuuden, varmistaen tasaiset mitat, seinämän paksuuden ja rakenteelliset piirteet (esim. Kylkiluut, pinoamisvarastot tai tuuletuskanavat) tuhansien yksiköiden välillä. Tämä johdonmukaisuus on kriittinen yhteensopivuuden kannalta automatisoitujen käsittelyjärjestelmien, trukkien ja telinejärjestelmien kanssa toimitusketjuissa.
2. monimutkainen geometria
Muovisia kuormalavalaatikkoja sisältävät usein monimutkaisia malleja kuormituskapasiteetin, liukumisen estävien pintojen tai pesimäominaisuuksien parantamiseksi. Injektiomuovaus mahdollistaa näiden ominaisuuksien tarkan replikaation, mikä olisi epäkäytännöllistä tai kustannushyväistä vaihtoehtoisilla menetelmillä, kuten lämpömuotoilu tai koneistus.
3. Materiaalitehokkuus
Muovausprosessit (esim. Injektio, puhallusmuovaus) minimoivat materiaalijätteet hallitsemalla hartsivirtausta ja jäähdytysnopeuksia. Tämä tehokkuus vähentää yksikköä koskevia kustannuksia ja vastaa kestävyystavoitteita rajoittamalla romun tuotantoa.
4. kestävyys ja suorituskyky
Muotit helpottavat tekniikan luokan muovien (esim. HDPE: n, PP) käyttöä lisäaineiden kanssa UV-resistenssin, palonesto- tai antisistaattisten ominaisuuksien kanssa. Hallittu muovausprosessi varmistaa optimaalisen molekyylin kohdistuksen, mikä parantaa iskunkestävyyttä ja pitkäikäisyyttä ankarissa ympäristöissä.
5. Kustannustehokkuus mittakaavassa
Vaikka muotin luominen sisältää korkeat etukäteen (suunnittelu, prototyyppien määritys, työkalu), siitä tulee taloudellista suurille tuotantojuoksille. Yksikkökohtainen kustannus laskee merkittävästi verrattuna pienillä volyymimenetelmillä, mikä perustelee globaaleja toimitusketjuja palvelevien valmistajien sijoituksia.
6. Mukauttamisen joustavuus
Muotteja voidaan muokata muunnelmien (esim. Kokoontaitettavien mallien, integroidun RFID -lähtökohdan) tuottamiseksi uudelleen suunnittelematta kokonaisia työkalujärjestelmiä, mikä mahdollistaa räätälöityjä ratkaisuja tietyille teollisuudenaloille, kuten lääkkeille tai autoille.
7. Sääntelyn noudattaminen
Standardoitu muovaus varmistaa kansainvälisten turvallisuus- ja kuormitustestausstandardien noudattamisen vähentäen vastuun riskiä.
Muotit ovat välttämättömiä tuottamaan muovisia kuormalavasäiliöitä, jotka täyttävät teollisuuden vahvuuden, tarkkuuden ja kustannustehokkuuden vaatimukset. Teknologia tasapainottaa etukäteen investointeja pitkäaikaisten operatiivisten etujen kanssa, mikä tekee siitä nykyaikaisten muovilogistiikkaratkaisujen kulmakiven.
Kuinka suunnitella muovinen kuormalavamuotti?

1.Suunta ja rakenne
Muotti on tyypillisesti rakennettu monikerroksiseksi tai yksikerroksiseksi työkaluksi tuotannon määrän vaatimuksista riippuen. Siinä on modulaarinen muotoilu, jossa on kovettuneita teräs- tai beryllium -kuparilaitteita, jotka kestävät korkeita injektiopaineita (usein yli 1 500 bar) ja hiomapolymeerivirtoja. Kriittisiä komponentteja ovat:
A.Core- ja Caltio-lohkot teksturoiduilla pinnoilla liukumisen vastaisten ominaisuuksien saavuttamiseksi lavapohjassa
B.
C.Intensting -ominaisuudet pinottavuudelle ja yhteensopivuudelle automatisoitujen käsittelyjärjestelmien kanssa
2.Materiaalivalinta
Premium-luokan teräslejeeringit, kuten DIN 1.2344 (H13) tai 1.2316, käytetään kriittisiin komponentteihin, jotka tarjoavat poikkeuksellisen kulumiskestävyyden ja lämpöstabiilisuuden. Pintakäsittelyt, kuten nitriding- tai PVD -pinnoitteet, parantavat kestävyyttä, pidentäen muotin käyttöikää yli miljoona sykliä. Ohjeiden pylväät ja holkit hyödyntävät kovetettua työkaluterästä kohdistuksen ylläpitämiseksi syklisen kuormituksen alla.
3.Jäähdytysjärjestelmä
Konformaaliset jäähdytyskanavat ovat strategisesti koneistettuja lämmönhallinnan optimoimiseksi, vähentäen sykli -aikoja 20–30% verrattuna tavanomaisiin malleihin. Jäähdytysasettelu seuraa lavan geometriaa, varmistaen tasaisen lämmön hajoamisen paksuseinäisistä osista (tyypillisesti 8–12 mm) loimi- ja jäännösjännitysten minimoimiseksi.
4.Väke ja automatisointi
Monivaiheisessa poistojärjestelmässä yhdistyvät hydrauliset nostimet, ilma-popperit ja stripparilevyt syvän piirtävien astioiden turvallisesti vääristymistä. Quick-Change Insert -järjestelmät mahdollistavat nopean muodon säädöt kuormalavojen tuottamiseksi standardisoiduissa mittoissa (esim. 1200 × 800 mm tai 1200 × 1000 mm). Muotti integroituu robotin osan poistojärjestelmiin standardisoitujen rajapintojen kautta.
On MoldFlow -analyysi, joka on tarpeen suurelle kuormalavalleLaatikkoMOuLDS?

Kyllä, homeen virtausanalyysi (MFA) on kriittinen suurten kuormalavasäiliömuottien suunnittelussa ja valmistuksessa. Tärkeimpiä syitä ovat:
1. Monimutkainen geometria ja koko
Suurissa kuormalavoissa on usein ohuita seiniä, kylkiluita ja napsautusten rakenteita. MFA ennustaa polymeerivirtauskäyttäytymistä välttääkseen puutteita, kuten epätäydellistä täyttöä, ilmakouluja tai heikkoja hitsauslinjoja.
2. Materiaali- ja prosessien optimointi
Lavat käyttävät tyypillisesti korkean virtauksen tai iskunkestäviä materiaaleja (esim. PP, HDPE). MFA validoi materiaalin soveltuvuuden ja optimoi parametrit (injektiopaine, lämpötila, jäähdytysaika), vähentäen koe- ja virheiden kustannuksia.
3. Välimielisyyden ja kutistumisen minimoiminen
Epätasainen jäähdytys suurissa muotissa voi aiheuttaa loimi- tai pesuallasmerkkejä. MFA simuloi jäähdytystehokkuutta mittakaavan varmistamiseksi.
4. Kustannukset ja riskien vähentäminen
Suuriin muotteihin liittyy korkeat kehityskustannukset. MFA tunnistaa suunnitteluvirheet varhain, välttäen kalliita muottimuutoksia tai romua, mikä kiihdyttää markkinoita.
Muotin virtausanalyysi on kustannustehokas työkalu laadun, tehokkuuden ja luotettavuuden parantamiseksi suuressa kuormalaatikkomuotin tuotannossa.
Paketti &. Toimitus

Muotikomponentit
Muottiteräs

Kuuma juoksijajärjestelmä

Vakioosat

Faq
|
1. Mikä on kuormalavamuotti? Lavalaatikon muotti on erikoistunut työkalu, jota käytetään injektiomuovauksessa muovisia kuormalavalaatikkojen valmistamiseksi. Nämä astiat on suunniteltu tavaroiden varastointiin, pinoamiseen ja kuljettamiseen, usein teollisuusympäristöissä. Muotti muotoilee sulan muovin haluttuun muotoon, varmistaen kestävyyden ja konsistenssin. 2. Mitä materiaaleja käytetään kuormalaatikkomuotteihin? Muotit on tyypillisesti valmistettu korkealaatuisesta teräksestä kestävyyden ja lämmönkestävyyden saavuttamiseksi. Laatikoihin käytetty muovi on usein polypropeenia (PP) tai korkean tiheyden polyeteeniä (HDPE) niiden lujuuden ja iskunkestävyyden vuoksi. 3. Mitkä ovat kuormalavamuotin avainkomponentit? - Ydin ja onkalo: muodostaa laatikon muodon. - Jäähdytysjärjestelmä: säätelee lämpötilaa tehokkaisiin sykli -aikoihin. - Poistojärjestelmä: vapauttaa jäähdytetyn tuotteen. - tuuletusaukot: Estä ilmalokut ja viat. 4. Mikä on muotin valmistusprosessi? - Suunnittelu: CAD-pohjainen tarkkuustekniikka. - Materiaalin valinta: Teräs, joka on valittu pitkäikäisyyteen. - Koneistus: CNC tai EDM tarkkuuden saavuttamiseksi. - Lämpökäsittely: Karkaisu sammuttamalla/karkaisulla. - Kokoonpano ja testaus: Varmistaa toiminnallisuuden ennen tuotantoa. 5. Yksittäinen vs. monikerrosmuotit? - Yksikerros: Alhaisemmat kustannukset, ihanteellinen pienille eroille. -Multi-Cavity: Suurempi tuotanto, kustannustehokas suurille tilavuuksille. 6. Hot Runner vs. Cold Runner Systems? - Kuuma juoksija: vähentää jätteitä, nopeampia syklejä; Korkeammat etukäteen kustannukset. - Kylmä juoksija: Yksinkertaisempi, halvempi, mutta tuottaa enemmän jätettä. 7. Suunnittelun näkökohdat - Seinämän paksuus: Yhdenmukaisuus estää vääntymisen. - Luonnoskulmat: helpottaa ejektiota (1–2 astetta tyypillinen). - Portin sijainti: vaikuttaa virtaukseen ja estetiikkaan. 8. Kustannustekijät - Materiaaliluokka, homeen monimutkaisuus, koko ja tuotantotilavuus. Multi-Cavity/Hot Runner -järjestelmät lisäävät alkuperäisiä kustannuksia, mutta alentavat yksiköiden hintaa mittakaavassa. 9. Huoltovinkit - Säännöllinen puhdistus: Poista jäännökset puutteiden estämiseksi. - Voitelu: Varmistaa sujuvan poistumisen. - Tarkastus: Tarkista kulumis-/vaurioiden jälkituotanto. 10. Mukauttamisvaihtoehdot - Logot/teksti kaiverruksen, säädettävien mittojen ja värivaihteluiden avulla (käyttämällä Masterbatches). 11. Yleisten kysymysten vianmääritys - Väitäntä: Paranna jäähdytyksen yhtenäisyyttä. - AVAAVALLISET MERKIT: Lisää pidätyspainetta/aikaa. - Lyhyet laukaukset: Tarkista materiaalin virtaus tai portin koko. 12. Laitoksen aikakertoimet - Monimutkaisuus, valmistajan laskenta ja materiaalin saatavuus (tyypillinen 3–12 viikkoa). 13. Valmistajan valitseminen - Arvioi kokemus, tekniikka (esim. CNC/EDM-ominaisuudet), laatusertifikaatit ja myynnin jälkeinen tuki. 14. Turvallisuusstandardit - ISO: n (esim. ISO 21898 pakkauksen) ja ASTM-standardien noudattaminen varmistaa kuormituksen kantavan turvallisuuden ja materiaalin laadun. Vaihtoehdot injektiomuovaukseen - Puhallusmuovaus: Onttoihin malleihin. - Kiertomuovaus: Pienen volyymin, suuret esineet. 16. Ympäristövaikutukset - Käytä kierrätettäviä muoveja (PP/HDPE), energiatehokkaita koneita ja minimoi jätteet kuumien juoksijajärjestelmien kautta. 17. Tulevat trendit -Tarkkuuden, biohajoavien materiaalien ja IoT-yhteensopivien muottien automaatio reaaliaikaisen seurantaa varten. 18. Lava -laatikoiden injektiomuovan edut - Korkea tuotanto nopeus, toistettavuus ja kyky integroida ominaisuudet, kuten vahvistetut seinät tai pinottavat mallit.
|
Asiakkaiden palaute






