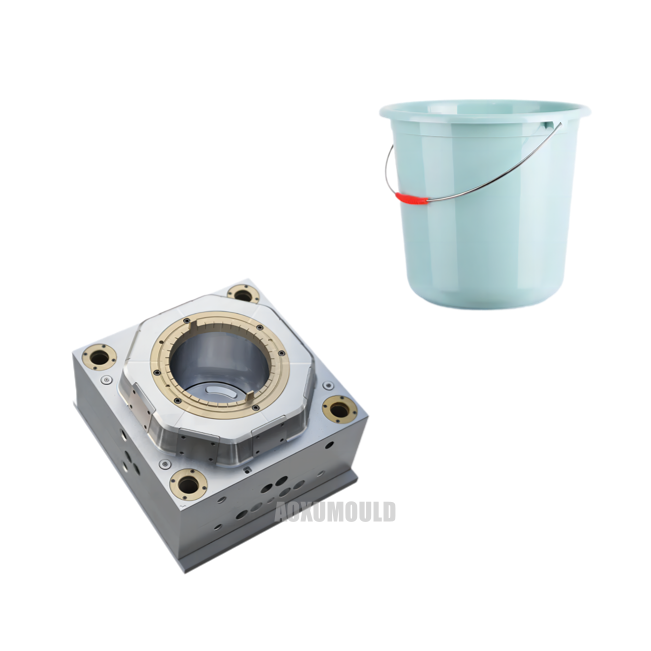




Muotin tekniset tiedot
|
Muotinimi |
Muovinen vesisäiliö |
|
Tuotemateriaali |
Pp |
|
Tuotekoko |
240x320x290mm (sisältää pyörät) |
|
Tuotepaino |
550g |
|
Muotimateriaali onkalolle &. Ydin |
C45, P20, 718, 2738 |
|
Muottipohja |
C45 |
|
Injektiojärjestelmä |
Kuuma juoksija avoimet portit tai venttiiliportit |
|
Sopiva injektiokone |
550T |
|
Muotin koko |
490x630x575mm |
|
Muotin käyttöikä |
Yli 300, 000 tietokoneita |
MitäDeTailsDo YollaNeedTo PayApinta -alaTo WkanaDestePsukulainenBucket?

1. Materiaalin valinta: Valitse korkealaatuiset muoviset raaka-aineet varmistaaksesi, että kauhan lujuus ja kestävyys on riittävä. Samanaikaisesti on tarpeen varmistaa, että valitut muovimateriaalit täyttävät asiaankuuluvat turvallisuusstandardit eivätkä sisällä haitallisia aineita.
2. Kapasiteetin suunnittelu: Kauhan kapasiteetti tulisi suunnitella käyttäjien tarpeiden mukaan ja käyttää skenaarioita, joiden tulisi varmistaa, että veden määrä voidaan täyttää, ja kanto- ja käyttötoimitus on otettava huomioon.
3. Rakennesuunnittelu: Kauhan rakennesuunnittelun tulisi olla kohtuullinen, varmistaa, että se on kiinteä ja vakaa eikä muodonmuutos tai vaurioiden helppoutta. Erityisesti liitäntäosien ja -kahvojen suunnittelussa on tarpeen varmistaa kuormituskyvyn kapasiteetti ja mukavuus.
4
5. Ulkonäkösuunnittelu: Toiminnallisuuden lisäksi myös kauhan ulkonäön suunnittelu on tärkeä. Sillä on houkutteleva ulkonäkö, jotta ihmiset voivat pitää siitä yhdellä silmäyksellä ja lisätä käyttökokemusta.
MitenTo EnsureThänLoad-BkorvaaminenClupausPsukulainenBucket?
Keskeiset toimenpiteet kuormituskapasiteetin varmistamiseksi
1.Materiaalivalinta
Suuri tiheys polyeteeni (HDPE): Impact- ja kemiallisen korroosion kestävyys on yleinen materiaali kauhoissa.
Polypropeeni (PP): kevyt ja kestävä korkeille lämpötiloille, mutta siitä voi tulla hauras alhaisissa lämpötiloissa.
Lisää vahvistusaineita, kuten lasikuitua tai hiilikuitua, materiaalin jäykkyyden parantamiseksi.
2.Rakennesuunnittelun optimointi
Pohjan jäyaine: Suunnittele ruudukko tai renkaan jäyaine pohjan paineen jakamiseksi.
Seinämän paksuusjakauma: Pohja- ja sivuseinät paksuuntuvat (yleensä pohja on paksin), ja yläosaa voidaan ohentaa asianmukaisesti.
Pyöristetty siirtyminen: Vältä oikean kulman suunnittelua vähentämään stressipitoisuuden aiheuttamaa repeämäriskiä.
3.Valmistusprosessin hallinta
Injektiomuovausparametrit: Lämpötilan, paineen ja jäähdytysnopeuden tarkka säätö kuplia tai kutistumismerkkejä.
Muotin tarkkuus: Varmista tasainen seinämän paksuus ja vähennä vikoja.
Käsittely: Hehkutus sisäisen stressin poistamiseksi ja pitkäaikaisen vakauden parantamiseksi.
4.Laadunvalvonta ja tarkastus
Näytteenottopaine: simuloi todellista kuormitusta muodonmuutoksen tai repeämän kriittisen pisteen havaitsemiseksi.
Seinämän paksuuden havaitseminen: ultraääni- tai laserpaksuusmittari varmistaakseen, että paksuus on vakiona.
Pudotustestit: Varmista iskunkestävyys kuljetuksessa tai käytössä.
5.Ympäristön sopeutumiskyky
Lämpötilavaikutus: Kylmänkestävän materiaalin (kuten modifioitu HDPE) tulisi valita matalan lämpötilan ympäristöissä.
UV-suojaus: UVV: n vastaista ainetta lisätään ikääntymisen aiheuttaman lujuuden menetyksen estämiseksi.
Toiseksi yleisesti käytetyt testistandardit
Muoviset kauhat on testattava kansainvälisten, kansallisten tai teollisuusstandardien mukaisesti, seuraavat ovat yleisiä standardeja:
1. Kansainväliset standardit
ASTM D1998: HDPE-materiaalien pitkäaikaisen hydrostaattisen lujuuden (esim. Creep Resistence) arviointi.
ASTM D2412: Rinnakkaislevyn kuormitustesti, mitata tynnyrin rungon puristusvastus.
ISO 13268: Maanalaisten muovisäiliöiden puristussuorituskyvyn testaaminen lämpötilasyklien alla.
ISO 22498: Pudotustestimenetelmä muovisäiliöille.
2. Kotimaan standardit
GB/T 13508-2011: Standardi polyeteenipuhallusvalettuille astioille, peittäen hydrostaattiset, pudotukset ja muut testit.
Qb/t 2818-2017: muovinen juomaveden tynnyriteollisuuden standardi, joka määrittelee kuorman, tiivistyksen jne. Määrittelemisenopeuden, jne.
GB/T 4857.5: Pudotustestimenetelmä pakkauskuljetukseen (simuloitu lastaus- ja purkamisprosessi).
3. Testimenetelmä
Staattinen kuormitustesti: Kuormituspaino (kuten 1,5 -kertainen nimellinen kapasiteetti) 24 tunnin ajan muodonmuutoksen tai vuotojen tarkistamiseksi.
Pudotustesti: Vapaa putoaminen korkeudesta 1,2 - 1,5 metriä (eri kulmat) tarkkailemaan, onko se rikki.
Painekoe: Sisäinen paine suunnitteluarvoon (kuten 0. 1MPA), ylläpitä 30 minuuttia ilman vuotoa.
Ympäristötesti: Kuormituskyvyn testi muutokset korkeassa lämpötilassa (60 astetta C) tai matalassa lämpötilassa (-20 aste C).
Pitkän aikavälin ryömintätesti: Kuorma useita kuukausia materiaalin muodonmuutoksen kestävyyden arvioimiseksi.
Suunnittelu tuotteelle &. Muotti

MitäAkeksinThänProcessingSTEPSAndRtasa -arvotPsukulainenVettä BucketMuotti?

Ensinnäkin muovisen veden kauhan muotinkäsittelyvaiheet
1. kkuLD -suunnittelu
Tuoteanalyysi: Suunnittelu kauhan koon, muodon, seinämän paksuuden, vahvistuksen ja muiden vaatimusten mukaan.
Jakopinnan suunnittelu: Määritä muotin erotuspinta sileän purkamisen varmistamiseksi.
Porttijärjestelmän suunnittelu: Design Runner-, Gate- ja pakojärjestelmä yhdenmukaisen muovin täytteen varmistamiseksi.
Jäähdytysjärjestelmän suunnittelu: Suunnittele jäähdytysvesi muotin nopean ja tasaisen jäähdytyksen varmistamiseksi.
Ejektorijärjestelmän suunnittelu: Suunnittele kuristin tai ylälevy tuotteen sujuvan vapautumisen varmistamiseksi.
2. Materiaalin valinta
Die Steel: Yleisesti käytetty P20, 718, H13 ja muu korkealaatuinen suulakerros, joka vaatii suurta kovuutta, kulutuskestävyyttä ja korroosionkestävyyttä.
Pintakäsittely: kuten nitriding, kromipinnoitus jne., Paranna muotin pinnan kovuutta ja kulumiskestävyyttä.
3. kkuLD -prosessointi
Karkeus: Jyrskulaitteiden, sorvien ja muiden laitteiden käyttö alustavaan prosessointiin ylimääräisen materiaalin poistamiseksi.
Viimeistely: Tarkkuuskoneiden koneistus CNC -työstötyökalujen avulla mittatarkkuuden ja pinnan viimeistelyn varmistamiseksi.
Sähköpäästökoneiden (EDM): Käytetään kompleksimuotojen ja hienojen rakenteiden työstöön.
Kiillotus: Onkalo ja ydin on kiillotettu sileän pinnan varmistamiseksi.
4. kkuLD -kokoonpano
Osakokoonpano: Kokota koneistetut osat kunkin osan tarkkuuden varmistamiseksi.
Käyttöönotto: Muotin testaamiseksi kaatamisjärjestelmää, jäähdytysjärjestelmää ja poistojärjestelmää muotin normaalin toiminnan varmistamiseksi.
5. kkuLD -testaus ja korjaus
TESTIMULTI: Käytä todellisia tuotantomateriaaleja muotin testaamiseen, tarkista tuotteen koon, pinnan laadun ja purkamisolosuhteiden tarkistamiseen.
Korjaus: Testitulosten mukaan muotti korjataan, kunnes suunnitteluvaatimukset täytetään.
Toiseksi muovisen veden kauhan muotinkäsittelyvaatimukset
1. Mittatarkkuus
Onkalon koko: Varmistaa, että onkalon koko on tarkka ja tuotesuunnitteluvaatimusten mukainen, toleranssia ohjataan yleensä ± 0. 05mm.
Asennettaus: Osat sopivat tasaisesti, vältä salamaa tai hometta.
2. pinnan laatu
Viimeistely: Ontelon ja ytimen pintavaatimukset ovat korkeat, yleensä on saavutettava RA 0. 2 tai vähemmän.
Ei vikoja: Ei naarmuja, halkeamia, huokoset ja muut puutteet pinnalla.
3. Rakenteellinen lujuus
Jäykkyys: Muotissa tulisi olla riittävä jäykkyys muodonmuutoksen välttämiseksi injektiomuovan aikana.
Kulutuksenkestävyys: Muotin pinta on kovetettava kulumiskestävyyden parantamiseksi ja käyttöiän pidentämiseksi.
4. Jäähdytysjärjestelmä
Yhtenäinen jäähdytys: Jäähdytysveden suunnittelu on kohtuullinen varmistaa, että kaikki muotin osat jäähdytetään tasaisesti tuotteiden muodonmuutoksen välttämiseksi.
Tehokas jäähdytys: Korkea jäähdytystehokkuus, lyhennä injektiosykliä.
5. kaatajärjestelmä
Virtauspolun suunnittelu: Virtausreitin koko on kohtuullinen sileän muovivirtauksen varmistamiseksi ja painehävityksen vähentämiseksi.
Portin suunnittelu: Portin sijainti ja koko ovat sopivia tuotteiden pintavirheiden välttämiseksi.
6. Poista järjestelmä
Sileä ejektio: Päätösjärjestelmän suunnittelu on kohtuullinen tuotteiden sujuvan vapauttamisen varmistamiseksi, muodonmuutoksen tai vaurioiden välttämiseksi.
Ei jälkiä: Sormusin sijainti on kohtuullinen välttääksesi selviä merkkejä tuotteen pinnalle.
7. pakojärjestelmä
Sileä pakokaasu: Pakotesäiliön suunnittelu on kohtuullinen kaasun sileän purkamisen varmistamiseksi muotissa ja välttämään kuplia tai tuotteen polttamista.
8. Huoltoelämä
Kestävyys: Muotissa on oltava pitkä käyttöikä, joka yleensä vaatii yli 500, 000 kertaa.
Helppo huolto: Muotin rakenteen suunnittelu on kohtuullista, helppo ylläpitää ja korjata.
Koetella jtkMuovinen vesisäiliö
Paketti &. Toimitus

Muotikomponentit
Muottiteräs

Kuuma juoksijajärjestelmä

Vakioosat

Faq
K: Mistä materiaalista on muovinen ämpäri -injektiomuotti?
V: Yleisimmin käytetty materiaali injektiomuotien valmistukseen on korkealaatuinen teräs, kuten P20, 718, 2738 jne.
K: Mikä on muovivesikauhan muotin valmistusprosessi?
V: Muotin valmistusprosessi sisältää suunnittelun suunnittelun, koneen ohjelmoinnin, muotin valmistuksen, homeen testauksen ja validoinnin.
K: Voiko muotti räätälöidä tuotteen erityisvaatimusten mukaisesti?
V: Kyllä, muotit voidaan räätälöidä tietyille tuotevaatimuksille projektin suunnittelun ja eritelmien mukaisesti.
K: Mitä tekijöitä meidän tulisi harkita muovimuotit tekemällä?
V: Joitakin muovimuottien valmistettaessa otettavia tekijöitä ovat tuotesuunnittelu, muovimateriaalin valinta, muotimateriaalin valinta, injektiomuovauskoneen kapasiteetti, jäähdytysaika, muotin ylläpitovaatimukset jne.
K: Kuinka kauan muovisen veden kauhan muotin valmistaminen kestää?
V: Muotin valmistukseen tarvittava aika riippuu muotin monimutkaisuudesta ja koosta. Se kestää kuitenkin yleensä kuusi -kahdeksan viikkoa.
K: Kuinka varmistaa homeen laatu?
V: Koko muotinvalmistusprosessissa tulisi varmistaa muotin laatu, kohtuullisen suunnittelun ja suunnittelun, korkealaatuisten materiaalien ja tiukkojen laadunvalvontamenettelyjen varmistamiseksi.
K: Kuinka kauan muotti kestää?
V: Muotin käyttöikä riippuu muotin laadusta, ylläpitomenetelmistä ja käyttöolosuhteista. Hyvin ylläpidettävää muottia voidaan käyttää satoja tuhansia kertoja.
K: Mitä hyötyä on muovin injektiomuotien valmistuksessa?
V: Jotkut muovimuottien valmistuksen edut sisältävät nopeammat tuotantoajat, alhaisemmat yksikkökustannukset, korkea tarkkuus ja kyky tuottaa monimutkaisia muotoja ja malleja.
K: Voidaanko muovisia vesisäiliöitämme korjata ja ylläpitää?
V: Kyllä, muovisen veden ämpäri -muotimme voidaan huollettaa ja ylläpitää niiden käyttöikäisen pidentämiseksi. Säännöllinen ylläpito voi estää viat ja varmistaa laadun konsistenssin.
Asiakkaiden palaute






