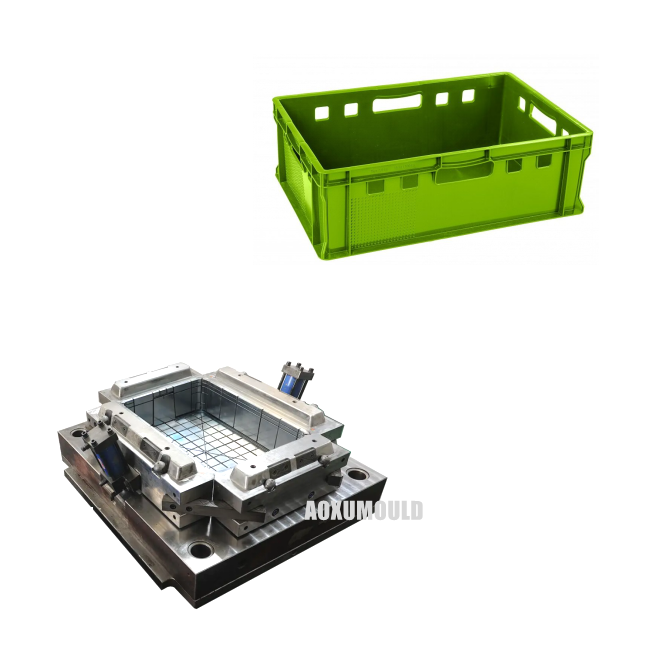




Muotin tekniset tiedot
|
Muotinimi |
Muovinen raskas laatikkomuotti |
|
Tuotemateriaali |
HDPE/PP |
|
Tuotekoko |
600 x 400 x 140 mm |
|
Muotimateriaali onkalolle &. Ydin |
P20/718H/H13/2738 |
|
Ontelon nos |
1 ontelo |
|
Injektiojärjestelmä |
Kuuma juoksija |
|
Sopiva injektiokone |
450T |
|
Muotin koko |
1050x680x550mm |
|
Muottipaino |
3500 kg |
|
Muotin käyttöikä |
Yli 500, 000 tietokoneita |
|
Toimitusaika |
50 päivää |
Muovin paksuus raskaana

Muovisen raskaan asteen laatikon paksuus vaihtelee tyypillisesti välillä 3 mm-8 mm, suunnittelusta, materiaalista ja tarkoitetusta käytöstä riippuen. Tässä on yksityiskohtainen erittely:
1. Materiaali:
- Yleisiä muoveja ovat HDPE (korkean tiheyden polyeteeni) tai PP (polypropeeni). HDPE on usein suositeltava raskassovelluksissa sen jäykkyyden ja iskunkestävyyden vuoksi.
2. Suunnittelutekijät:
- tasainen paksuus: seinät ja pohja ovat yleensä 4–6 mm tavanomaisille raskaiden laatikoille.
- Vahvistukset: kylkiluut, kaksiseinäinen rakenne tai kulmavahvistukset voivat mahdollistaa hiukan ohuemmat seinät (esim. 3–5 mm) säilyttäen lujuuden.
- Kriittiset alueet: Pohjat ja kuormitusreunat saattavat olla paksumpia (enintään 8 mm) lisäämään kestävyyttä.
3. Valmistusprosessi:
- Injektiomuovaus: Tyypillisesti tuottaa seinät 2–6 mm paksuisia materiaalin virtauksen ja jäähdytysrajoitteiden vuoksi.
- Kiertomuovaus: Mahdollistaa paksummat seinät (jopa 12+ mm), mutta on vähemmän yleistä laatikoille.
4. Kuormakapasiteetti:
- Äärimmäisiin kuormituksiin suunniteltuja laatikoita (esim. Automotive tai teollisuusosat) voivat ylittää 6 mm kriittisissä osissa.
- Pienemmät laatikot saattavat käyttää 3–4 mm seiniä, kun taas suuret seinät vaativat 5–8 mm rakenteellisen eheyden vuoksi.
5. Teollisuusesimerkit:
- Vakio raskas: 4–6 mm seinät.
- Erikoistunut/teollisuus: enintään 8 mm tai enemmän korkean stressialueille.
Miksi valita HDPE &. PP-materiaalit raskaiden muovisten laatikoihin?

Kun valitset HDPE: n (korkean tiheyden polyeteeni) ja PP: n (polypropeeni) välillä raskaiden muovilaatikoille, valinta riippuu sovellusvaatimuksista, ympäristöolosuhteista ja kuormitusvaatimuksista. Tässä on yksityiskohtainen vertailu:
2. Miksi valita HDPE raskaan laatikon kanssa?
- iskunkestävyys: Ihanteellinen karkealle käsittelylle, pinoamiselle ja pudotukselle (esim. Logistiikka, maatalous).
- Kylmäympäristöt: säilyttää vahvuuden nollan ala-lämpötiloissa (esim. Kylmävarastot, jäähdytetty kuljetus).
- Jäykkyys: ylläpitää muotoa raskaiden kuormien alla (esim. Autoosat, koneet).
- Kierrätettävyys: Kierrätään laajasti, mikä tekee siitä ympäristöystävällisen kestävien toimitusketjujen suhteen.
3. Miksi valita PP raskaiden laatikoihin?
- Kemiallinen altistuminen: Paras laatikoille, jotka varastoivat öljyjä, polttoaineita tai syövyttäviä aineita (esim. Kemianteollisuus).
- Korkean lämpötilan käyttö: Soveltuu sterilointiin (esim. Elintarvikkeiden jalostus, lääketieteelliset laitteet).
- Joustavuus: Parempi toistuvalle stressille (esim. Saranoituneet kannet, taitettavat mallit).
-Kustannustehokkuus: Usein halvempi suuren määrän tuotantoon.
Kuinka tehdä home raskas muovikortti?

Raskaan muovilaastin muotin luominen sisältää tarkkuustekniikan, materiaalien valinnan ja valmistusasiantuntemuksen. Alla on vaiheittainen opas kestävän, korkealaatuisen muotin suunnitteluun ja tuottamiseen:
1. Suunnitteluvaihe
a. Määritä vaatimukset
- Laatikot: Koko, kuormakapasiteetti, seinämän paksuus (tyypillisesti 4–8 mm) ja geometria (kylkiluut, kahvat, pinoamisominaisuudet).
- Materiaali: Valitse muovi (esim. HDPE, PP) ja ota kutistumisnopeudet jäähdytyksen aikana.
-Miutausprosessi: Päätä injektiomuovauksesta
b. CAD -suunnittelu
- Käytä 3D CAD -ohjelmistoa (esim. SolidWorks, AutoCAD) laatikon ja homeen mallintamiseen.
- Sisällytä luonnoskulmat (1–3 astetta) helpon poistumisen saavuttamiseksi.
- Suunnittele kylkiluut ja kulmavahvikkeet lujuuden parantamiseksi lisäämättä seinämän paksuutta.
- Lisää ejektorin PIN -koodit, jäähdytyskanavat ja tuuletus puutteiden estämiseksi.
14. Muotimateriaalin valinta
Valitse korkealaatuinen teräs kestävyyden ja tuotannon määrän perusteella:
- Teräsmuotit:
- P20- tai H13 -teräs korkean kulutuskestävyyden saavuttamiseksi (ihanteellinen 100, {4}} syklille).
- Karkattu pitkäikäisyyttä varten.
3. Muotin valmistusvaiheet
a. Ydin- ja onkalo koneistus
- Käytä CNC -koneistusta muotin ytimen (uros) ja ontelon (naaras) osien luomiseen.
- Varmista sileät pinnat (kiillotus SPI-A1/A2-viimeistelyyn), jotta vältetään vikojen, kuten virtauslinjat.
b. Jäähdytysjärjestelmän integraatio
- Upota jäähdytyskanavat lämpötilan säätelemiseksi ja syklin ajan vähentämiseksi.
- Optimoi kanavaasettelu tasaiselle jäähdytykselle (estää vääntymisen).
c. Poistojärjestelmä
- Asenna ejektoritapit ja levyt työntääksesi laatikon muotista jäähdytyksen jälkeen.
- Varmista, että nastat on sijoitettu välttämään näkyviä merkkejä kriittisillä pinnoilla.
d. Tuuletus
- Lisää mikro-aukkoja (0. 0 2–0,04 mm) sallia loukkuun jääneen ilman/kaasun poistumisen, estäen palovammat tai tyhjät.
e. Pintakäsittelyt
- Levitä pinnoitteita (esim. Nitriding, kromipinnoitus) kulumisen vähentämiseksi ja vapautumisen parantamiseksi.
4. Prototyyppien määritys ja testaus
- Injektiokokeet:
- Tarkista virheet (pesuallasmerkit, vääntyminen, salama).
- Säädä lämpötila, paine ja jäähdytysaika.
- Lataustestaus: Varmista, että laatikko täyttää voimakkuusvaatimukset.
5. Tuotannon muotikokoonpano
- Kokota ydin, onkalo, ejektorijärjestelmä ja jäähdytyskomponentit.
- Asenna muotti injektiomuovauslaitteeseen (esim. 500 - 2000- tonnin kiinnitysvoima suurille laatikoille).
6. Keskeiset näkökohdat
a. Seinämän paksuuden konsistenssi
- Vältä äkillisiä paksuusmuutoksia pesuallasmerkkien estämiseksi.
- Käytä kylkiluita (50–60% pohjapaksuudesta) vahvistusta varten.
b. Portin suunnittelu
- Sijoita portit (sulan muovin tulopisteet) tasaisen virtauksen varmistamiseksi.
- Käytä suurten laatikoiden Hot Runner -järjestelmiä jätteiden vähentämiseksi.
c. Pinoamisominaisuudet
- Suunnittele lukituskannen tai vanteiden pinoaminen suoraan muottiin.
7. jälkikäsittely
- CNC -koneistus: jalosta kriittisiä alueita (esim. Kahvat, kulmat).
- EDM (Sähköpäästöjen koneistus): Monimutkaisia yksityiskohtia tai teksturointia varten.
Kuinka muokata muovilaatikkoja?
Muotikomponentit
Muottiteräs

Kuuma juoksijajärjestelmä

Vakioosat

Paketti &. Toimitus

Asiakkaiden palaute

Miksi valita meidät?
Olemme erikoistuneet tarkkuusmuodostuneiden muottien muotoiluun teollisuusluokan muovilaaseille varmistaen kestävyyden, tehokkuuden ja arvon. Tässä on mikä erottaa meidät:
1. Asiantuntemus raskaan suunnittelun suunnittelussa
- Teollisuuskohtainen tieto: Yli 15 vuoden kokemus muottien suunnittelusta auto-, logistiikka- ja maatalousaloille, optimoitu kuormakapasiteetteihin jopa 1, 000+ lbs.
- Materiaali hallitseminen: HDPE: n, PP: n ja vahvistetun muovin edistynyt ymmärtäminen, varmistaminen, että muotit tuottavat laatikoita, joilla on tarkka paksuus (3–8 mm) ja iskunkestävyyden.
2. huipputeknologia
- Simulointiohjelmisto: Työkalut, kuten MoldFlow, ennustavat virtausta, jäähdytys- ja stressipisteitä virheiden poistamiseksi ja homeen pitkäikäisyyden parantamiseksi.
- Korkean tarkkuuden koneistus: CNC, EDM ja 5--akselin jyrsintä virheettömien onkaloiden viimeistelylle ja tiukka toleranssi (± 0. 01 mm).
3. Mukauttaminen ja joustavuus
- Räätälöidyt ratkaisut: Sopeutumissuunnittelu kaksiseinäisille laatikoille, kokoontaitetuille ominaisuuksille tai vahvistetuille kylkiluille tarkat tarpeidesi vastaamiseksi.
-Nopea prototyyppien käsittely: kiihdyttää markkinoille saattavia aikataulua 3D-painettujen muotinäytteiden kanssa testausta ja validointia varten.
4. Vahva laadunvarmistus
- Tiukka testaus: Muotit suoritetaan syklin testaus ja reaalimaailman kuorman simulaatiot kaatumisen vastus ja pitkäikäisyys.
5. Kustannukset ja ajan tehokkuus
- Optimoitu tuotanto: Muottisuunnitelmat minimoivat materiaalijätteet ja sykli-ajat vähentämällä yksikköä koskevia kustannuksiasi.
- Nopeampi käännös: Virtaviivaiset työnkulut toimittavat korkealaatuisia muotteja 30–45 päivässä, jopa monimutkaisten geometrioiden kohdalla.
6. Pääsypäinen tuki
- Elinikäinen ylläpito: Myynnin jälkeiset palvelut sisältävät vianetsintä, korjaukset ja pinnan kiillotus muotin käyttöikän pidentämiseksi.
- Kestävän kehityksen painopiste: Suunnittelut priorisoivat kierrätettävät materiaalit ja energiatehokkaat tuotantoprosessit.
7. Todistettu kokemus - Tapaustutkimukset: Menestystarinat sisältävät autojen osat laatikot, joissa on 8 mm: n vahvistetut tukikohdat ja kokoontaitettavat mallit, jotka vähentävät toimituskustannuksia 40%.
Tämä lähestymistapa korostaa teknisiä vahvuuksia, asiakaskeskeisiä ratkaisuja ja reaalimaailman tuloksia samalla kun se käsittelee kipupisteitä, kuten kustannuksia, laatua ja luotettavuutta.





