



Muotin tekniset tiedot
|
Muotinimi |
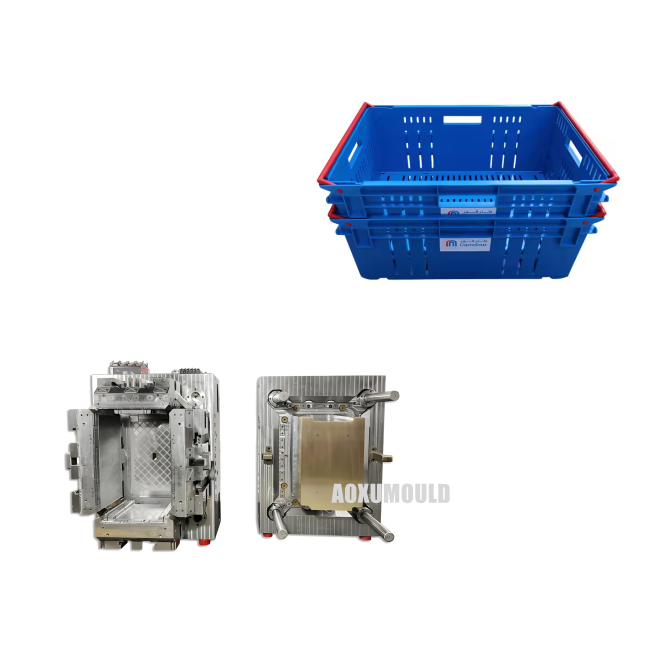
Muovinen pesälaatikkomuotti |
|
Tuotemateriaali |
HDPE/PP |
|
Tuotekoko |
600 x 400 x 300 mm |
|
Muotimateriaali onkalolle &. Ydin |
P20/718H/H13/2738 |
|
Ontelon nos |
1 ontelo |
|
Injektiojärjestelmä |
Kuuma juoksija |
|
Sopiva injektiokone |
480T |
|
Muotin koko |
1050x780x700mm |
|
Muottipaino |
6200 kg |
|
Muotin käyttöikä |
Yli 500, 000 tietokoneita |
|
Toimitusaika |
50 päivää |
Mitä's LaitteetTarvitsemmekoMuoviLaatikkoTuotantolinja?
1.Antö materiaalin käsittelyjärjestelmä
Raaka -aine, suppilokuivaus, automaattinen kuormain, sekoitin sekoitin
2.Molding -laitteet
Injektiomuovauskone, home.
Olemme erikoistuneet korkean suorituskyvyn injektiomuottien suunnitteluun ja valmistukseen erityyppisille muovipesälaatteille/astioille.
3.Cooling &. Kisko
Jäähdytysyksikkö, robottivarsi
4.Post-processing-laitteet
Kone, tulostusjärjestelmä
Kuinka muoviset laatikot muovataan?

Muovisia pesälaatikkoja (joita kutsutaan myös muoviksi tai astioiksi) valmistetaan tyypillisesti injektiomuovauksen avulla, mikä on korkean tehokkuusprosessi massatuotannossa.
1.Materiaalin valmistelu
- Raaka-aine: Polypropeeni (PP) tai korkean tiheyden polyeteeni (HDPE) -pelletit valitaan niiden kestävyyden, kevyiden ominaisuuksien ja kierrätettävyyden vuoksi.
- Kuivaus: Pelletit kuivataan kosteuden poistamiseksi, varmistaen optimaalisen sulamisen ja muovaustehokkuuden.
2. Injektiomuovausjakso
- Sulamis: Pelletit syötetään injektiovalintakoneeseen ja lämmitetään sulaan tilaan (tyypillisesti 200–300 astetta).
- Injektio: Sulan muovi injektoidaan korkean paineessa esivalmistettuun teräsmuotin onteloon, joka on muotoiltu laatikon tavoin.
- Jäähdytys: Muotti jäähdytetään nopeasti (vesikanavien kautta) muovin kiinteyttämiseksi laatikon rakenteeseen.
- Poisto: Kun muotti aukeaa, ja ejektoritapit työntävät valmiin laatikon ulos.
3. Muotin suunnittelu
- Mukauttaminen: Muotit on suunniteltu määrittelemään laatikon koon, seinämän paksuuden, kahvat ja pinoamisominaisuudet.
4. jälkikäsittely
- Likoitus: Ylimääräinen muovi (esim. Flash reunojen ympärillä) poistetaan manuaalisesti tai automaation kautta.
- Laadun tarkistukset: Laatikot tarkistetaan vikojen, mittatarkkuuden ja kuorman kantavan kapasiteetin varalta.
-Valinnaiset lisäosat: Ominaisuudet, kuten liukumisen vastaiset tekstuurit, etiketit tai RFID-tunnisteet, voidaan lisätä.
5. Automaatio ja tehokkuus
Nykyaikaiset tilat käyttävät robottivarret muottien ja valmiiden tuotteiden käsittelemiseen, mikä mahdollistaa jatkuvan 24/7 -tuotannon minimaalisella jätteellä.
Tämä prosessi varmistaa, että muoviset laatikot ovat vankkoja, kevyitä ja ihanteellisia logistiikkaan, maatalouteen tai vähittäiskaupan käyttöön.
MitenTo Suunnittelu THän rakenneAMuoviPesienLaatikkouLD?

Muovisen pesälaatikkomuotin suunnittelu sisältää systemaattisen lähestymistavan toiminnallisuuden, valmistettavuuden ja tehokkuuden varmistamiseksi. Tässä on jäsennelty erittely:
1. Osasuunnittelun näkökohdat
- Kapenevat seinät: Ota käyttöön 1–3 asteen luonnoskulma pystysuuntaisilla seinillä helpottamiseksi ja pesemisen mahdollistamiseksi. Tasapainotusluonnoskulma, jotta vältetään liiallinen tila sisäkkäisten laatikoiden välillä.
- Yhtenäinen seinämän paksuus: Pidä 2–4 mm paksuus (säädä materiaalin, esim. PP: n tai HDPE: n perusteella) puutteiden estämiseksi. Kylkiluiden tulisi olla 5 0 - 70% seinämän paksuudesta 0,5–1 asteen vedolla.
- Rakenteelliset vahvistukset: Lisää kylkiluut pohjaan ja sivuille lujuutta varten. Kohdista kylkiluut demolding -suunnan kanssa ja varmista oikea luonnos.
- Kahvat/pinoamisominaisuudet: Suunnittelukahvat radiotutkimuksina stressipitoisuuksien välttämiseksi. Sisällytä lukkiutuvat vanteet/huulet vakaata pinoamista varten.
14. Muotirakenteen suunnittelu
- Ydin ja onkalo: jaeta muotti kahteen puolikkaaseen (ydinpintojen ydin, ontelo ulkopuolelle). Varmista, että erotuslinjan sijoittaminen minimoi salaman näkyvyyden (esim. Laatikon reunojen varrella).
- tuuletus: Integroi matalat tuuletusaukot (0. 0 2–0.04mm) jakoviivalla ja syvät kylkiluut ilmakoulujen estämiseksi.
- Jäähdytysjärjestelmä: Käytä konformaalisia jäähdytyskanavia lähellä paksuja leikkeitä (esim. Kylkiluita) tasaisen jäähdytyksen vuoksi. Harkitse petoksia/kuplia syville alueille.
- Poistojärjestelmä: Kylkiluiden ja reunojen kohdalla tehtävät ejektoritapit jopa voimanjakaumaa varten. Käytä stripparilevyjä suurille pinnoille tarvittaessa.
-Vaaminen: Valitse reunaportit varmistaaksesi, että jopa täyttävät ja minimoivat näkyvät merkinnät. Vältä keskiportteja, ellei symmetrian välttämätöntä.
3. Materiaali ja valmistus
- Muottimateriaali: Valitse P20/H13-teräs suuren määrän tuotantoa varten; Alumiini prototyyppeihin/pieniin volyymeihin.
- Kutistumiskompensointi: Asteikon muotin mitat materiaalin kutistumisella (esim. 1,5–2% PP: lle).
- Pintapinta: Levitä tekstuuri ejektorimerkkien piilottamiseen ja tarttumisen parantamiseen. Vältä kiiltävää viimeistelyä.
4. validointi ja testaus
-Simulaatio: Käytä homeen virtausanalyysiä täyttökuvioiden, jäähdytyksen ja potentiaalisten vikojen (hitsauslinjojen, loimi) ennustamiseen.
- Prototyyppi: Testi 3D-painettujen tai pehmeiden muottien kanssa pesimisen, lujuuden ja ergonomian varmistamiseksi.
- Toleranssit: Varmista tiukka toleranssit lukitusominaisuuksille tasaisen pesimisen takaamiseksi.
5. monimutkaisuuden välttäminen
- ALKUPERÄT: Suunnittelukahvat yksinkertaisina katkaisuina ilman alituotteita diojen/nostimien tarpeen poistamiseksi.
- Yksinkertaistettu poisto: Optimoi luonnoskulmat ja ejektorin sijoittaminen tarttumisen välttämiseksi.
OnATarvitaan kuuma juoksijajärjestelmäFtai muovinenPesienLaatikon injektio MOuLDS?

Päätös käyttää kuumaa juoksijajärjestelmää muovilaastin ruiskumuotissa riippuu:
1. Tuotantomäärä
-Kuuma juoksija suositteli: Pitkäaikaiselle, suurelle volyymituotannolle (esim. 100K+ yksiköt), se vähentää materiaalijätteitä, lyhentää sykliä ja alentaa kustannuksia.
- Kylmä juoksija riittävä: pienille eroille tai yksinkertaisille muoteille kylmät juoksijat tarjoavat alhaisemmat etukäteen.
2. tuotesuunnittelu
- Muoviset laatikot ovat tyypillisesti ohutseinäisiä ja rakenteellisesti yksinkertaisia. Kuuma juoksija varmistaa yhtenäisen sulajakauman minimoimalla vikoja, kuten pesuallasmerkkejä tai loimi.
- Kuumat juoksijat ovat erinomaisia monien gate-malleissa tasapainottamalla sulavirtausta.
3. Kustannukset vs. tehokkuus
- Kuumat juoksija-ammattilaiset: eliminoi juoksija romun, nopeuttaa syklejä, vähentää jälkikäsittelyä.
- Kuumien juoksijan haittoja: Korkeammat muotikustannukset, monimutkainen ylläpito ja tarkkoja lämpötilanhallintavaatimuksia.
Muotikomponentit
Muottiteräs

Kuuma juoksijajärjestelmä

Vakioosat

Paketti &. Toimitus

MitenTo ylläpitää muovilaastin injektiomuotteja?
Muovikalvojen ruiskumuottien asianmukainen ylläpito on kriittistä tuotteen laadun varmistamiseksi, muotin elinkaaren pidentämiseksi ja tuotannon seisokkien vähentämiseksi. Noudata näitä ohjeita tehokkaan muotihoidon suhteen:
1. päivittäinen huolto
A. Puhdas käytön jälkeen:
- Poista jäljellä oleva muovi, pöly tai roskat muotin pinnalta, onteloihin ja tuuletuksiin pehmeät harjat tai paineilma.
- Vältä hankaavia työkaluja pinnan naarmujen estämiseksi.
B.lubrication:
-Levitä ohut kerros korkean lämpötilan kestävää voiteluainetta nastajen, poistotappien ja liukuvien komponenttien ohjaamiseksi.
- Käytä ei-siconin voiteluaineita saastumisen välttämiseksi.
C.Sechep for Chainge:
- Tarkista kuluminen, halkeamat tai korroosio kriittisissä komponenteissa (esim. Ytimet, ontelot, ejektorijärjestelmät).
- Käsittele vähäisiä kysymyksiä välittömästi lisääntymisen estämiseksi.

2. säännöllinen syväpuhdistus
A. Poista komponentit:
- Poista säännöllisesti ejektoritapit, liukusäätimet ja jäähdytyskanavat perusteellista puhdistusta varten.
- Käytä ultraäänipuhdistusta tai erikoistuneita muotinpuhdistusaineita itsepäisille tähteille.
B.Cooling System -huolto:
- Huuhtele jäähdytyskanavat asteikon muodostumisen tai tukosten estämiseksi.
- Varmista johdonmukainen jäähdytysnesteen virtaus ylikuumenemisen välttämiseksi.
3. Korroosion ehkäisy
A.Vapply Rust-pinnoitteet:
- Käytä ruosteen estäjiä tai suoja-suihkeita muottipinnoilla, etenkin pitkäaikaisen varastoinnin aikana.
- Kosteuden hallinta:
- Säilytä muotteja kuivassa, lämpötilan ohjaamassa ympäristössä (ihanteellinen kosteus:<50%).
4. Kohdistus ja kalibrointi
A. Tarkista muotin kohdistus:
- Varmista, että muotin puolikkaat kohdistavat asianmukaisen kohdistuksen epätasaisen kulumisen tai vilkkumisen estämiseksi.
- Käytä tarkkuustyökaluja (esim. Valintaosoittimia) säätöihin.
B. Tarkkaile puristusvoimaa:
- Varmista optimaalinen kiinnityspaine homeen muodonmuutoksen välttämiseksi.
5. Korjaus ja vaihtaminen
- Korjaa pienet vahingot nopeasti:
- Korjaa naarmuja tai kolhuja kiillottamalla tai EDM: llä (sähköpäästöryhmä).
- Vaihda kuluneet osat:
- Korvaa oikea -aikainen ikääntymisen ejektorin nastat, holkit tai tiivisteet toiminnallisuuden ylläpitämiseksi.
6. Varastointi parhaat käytännöt
A. Protect -muottipinnat:
- Pinnoitteet muotinvapautusaineella tai ruostoöljyllä ennen varastointia.
B.Käytä tukiastiat:
- Aseta puiset/metallilohkot muotin puolikkaiden väliin komponenttien jännityksen lievittämiseksi.
7. dokumentaatio &. Koulutus
- Pidä lokit:
- Tallenna ylläpitopäivät, ongelmat ja korjaukset jäljitettävyydestä.
- Juna -operaattorit:
- Varmista, että henkilökunta seuraa asianmukaisia käsittelymenettelyjä ja turvallisuusprotokollia.
Asiakkaiden palaute

Asiakkaiden palaute
Miksi valita meidät muovipesälaatikko -injektiomuoteille?
1. Asiantuntemus &. Tarkkuustekniikka
Yli 16 vuoden erikoistunut kokemus ruiskutusmuotin suunnittelusta ja valmistuksesta toimitamme erittäin tarkkailua, kestäviä muoteja, jotka on räätälöity muovilaatikoihin. Suunnitteluryhmämme yhdistää huipputekniset CAD/CAM-tekniikan käytännön alan tiedon kanssa homeen suorituskyvyn optimoimiseksi, virheettömien tuotantojaksojen ja pidennetyn työkalun elinkaaren varmistamiseksi.
2. mukautetut ratkaisut jokaiselle tarpeelle
Tarvitsetko pinottavia laatikoita, tuuletettuja malleja, raskaita astioita tai teollisuuskohtaisia ominaisuuksia, me käsitellemme muotit, jotka ovat yhdenmukaisia tarkkojen eritelmien kanssa. Yhteistyölähestymistapamme varmistaa, että suunnittelunäkymästäsi tulee todellisuus.
3. Kustannustehokas tuotanto
Hyödynnämme edistyneitä materiaaleja ja virtaviivaisia prosesseja pitkäaikaisten kustannusten vähentämiseksi. Muotimme minimoivat materiaalijätteet, nopeuttavat sykli-aikoja ja tukevat suuren määrän lähtöä maksimoiva sijoitetun pääoman tuottoprosentti.
4. laatu taattu
Tiukat QA/QC-protokollat jokaisessa vaiheessa prototyyppien määrittäminen lopulliseen testausvauriovapaaseen muottiin. Priorisoimme kestävyyden, mittatarkkuuden ja ylläpidon helppouden.
5. Nopea käännös, globaali ulottuvuus
Ketterän tuotannon työnkulkut ja todistettu kokemus oikea-aikainen toimitus, jopa monimutkaisissa projekteissa. Palvelemme asiakkaita maailmanlaajuisesti tarjoamalla kokonaisvaltaista tukea suunnittelusta myynnin jälkeiseen palveluun.
6. kestävän kehityksenvetoinen innovaatio
Suunnittelemme muotteja kierrätettäville materiaaleille (esim. PP, HDPE) ja energiatehokkaalle valmistukselle, mikä auttaa sinua saavuttamaan ympäristöystävällisiä tavoitteita vaarantamatta voimaa tai toiminnallisuutta.





