



Muotin tekniset tiedot
|
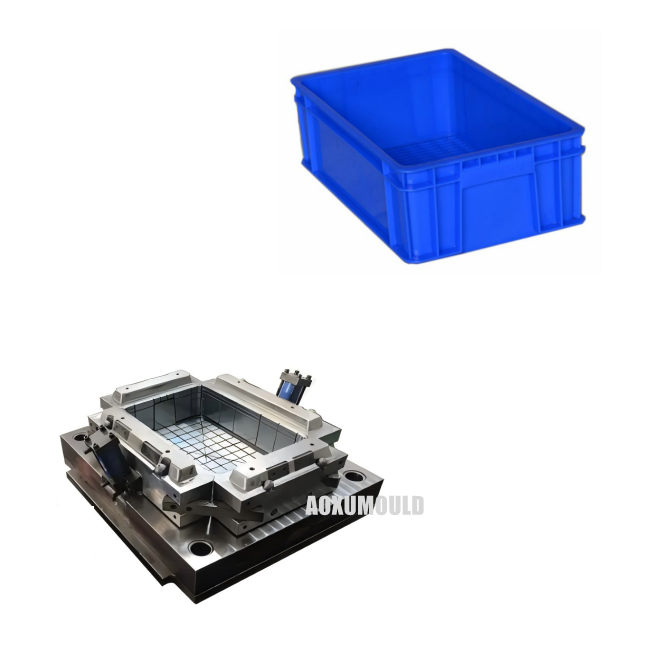
Muotin nimi |
Muovinen teollisuuslaatikkomuotti |
|
Tuotteen materiaali |
HDPE/PP |
|
Tuotteen koko |
400x300x200mm |
|
Muottimateriaali onteloille &. Ydin |
P20/718/H13 |
|
Ontelon NO:t |
1 onkalo |
|
Ruiskutusjärjestelmä |
Kuuma juoksija |
|
Sopiva ruiskutuskone |
450T |
|
Muotin koko |
850x7280x550mm |
|
Muotin paino |
2600kg |
|
Muotin käyttöikä |
yli 500,000kpl |
|
Toimitusaika |
55 päivää |
Mitä ovat muoviset teollisuuslaatikot?

Muovinen teollisuuslaatikko on muovimateriaaleista valmistettu säiliötyyppi, joka on suunniteltu käytettäväksi teollisuusympäristöissä.
1. Ominaisuudet:
-Kestävä: Se on rakennettu kestämään teollisuusympäristöjen rasituksia, kuten iskuja, hankausta ja kemikaaleja kestävä. Tämä kestävyys varmistaa, että se kestää raskaita kuormia ja jatkuvaa käyttöä ilman, että se rikkoutuu tai muodostuu helposti.
- Pinottava: Muoviset teollisuuslaatikot on usein suunniteltu pinottavaksi, mikä mahdollistaa tehokkaan varastoinnin ja kuljetuksen. Ne voidaan pinota päällekkäin tyhjinä tai täytettyinä, mikä maksimoi pystysuoran tilan varastoissa tai kuljetuksen aikana.
-Uudelleenkäytettävät: Ne ovat uudelleenkäytettäviä, vähentävät jätettä ja tarjoavat kustannustehokkaan ratkaisun tavaroiden kuljetukseen ja varastointiin pitkällä aikavälillä.
2. Käyttö:
- Varastointi: Niitä käytetään monenlaisten teollisuustuotteiden, mukaan lukien osien, työkalujen ja raaka-aineiden, varastointiin. Yhdenmukaisen koon ja muodon ansiosta ne on helppo järjestää hyllyille tai säilytystelineisiin.
-Kuljetus: Niitä käytetään tavaroiden kuljettamiseen tehtaan sisällä tai eri paikkojen välillä. Niitä voidaan helposti siirtää trukkeilla, lavanostureilla tai kuljetinjärjestelmillä, mikä helpottaa materiaalien kulkua toimitusketjussa.
Mitä's Muovisten teollisuuslaatikoiden koko?
Muovisia teollisuuslaatikoita on monenlaisia kokoja.
Tavallisten pienikokoisten laatikoiden ulkomitat voivat olla noin 30 - 40 senttimetriä pitkiä, 20 - 30 senttimetriä leveitä ja 15 - 20 senttimetriä korkeita. Nämä sopivat pienempien osien tai työkalujen säilytykseen.
Keskikokoiset laatikot voivat olla noin 40 - 60 senttimetriä pitkiä, 30 - 40 senttimetriä leveitä ja 20 - 30 senttimetriä korkeita, ja niitä käytetään usein tavaroille, kuten keskikokoisille koneenosille.
Suurten muovisten teollisuuslaatikoiden pituus voi olla vähintään 60 - 120 senttimetriä, leveys 40 - 80 senttimetriä ja korkeus 30 - 60 senttimetriä. Niihin mahtuu isoja esineitä, kuten suuria teollisuuslaitteiden osia tai suuria määriä pienempiä esineitä.
On tärkeää huomata, että nämä ovat vain yleisiä alueita ja todellinen koko riippuu alan erityisvaatimuksista ja varastoitavista tai kuljetettavista tavaroista.
Kuinka tehdä laadukas teollinen laatikon ruiskumuotti?

Tässä on vaiheet korkealaatuisen teollisuuslaatikon ruiskumuotin valmistamiseksi:
1. Suunnittelu
• Ymmärrä vaatimukset: Analysoi perusteellisesti teollisuuslaatikon rakenne, mukaan lukien sen koko, muoto, kantavuus ja mahdolliset erikoisominaisuudet, kuten pinoamiskorvakkeet tai tyhjennysreiät. Harkitse käytettävän muovin tyyppiä ja sen ominaisuuksia, kuten kutistumisnopeutta.
• 3D-mallinnus: Käytä kehittynyttä CAD-ohjelmistoa (Computer - Aided Design) luodaksesi yksityiskohtaisen 3D-mallin muotista. Tämä auttaa visualisoimaan muotin rakenteen, porttien sijainnin (jossa muovi tulee muotin onteloon), jäähdytyskanavia ja ejektorin tappeja.
2. Materiaalin valinta
• Muotin pohjamateriaali: Valitse muotin pohjaksi korkealaatuinen teräs. Usein käytetään esikarkaistuja teräksiä tai työkaluteräksiä, joilla on hyvä kovuus, kulutuskestävyys ja sitkeys. Esimerkiksi P20-teräs on suosittu valinta hyvien koneistusominaisuuksiensa ja ruiskutusprosessin kulumiskestävyyden vuoksi.
• Ontelo- ja ydinmateriaali: Valitse materiaalit, jotka kestävät muovin korkeapaineruiskutuksen ja toistuvan käytön. Jotkut seokset, jotka kestävät korkeita lämpötiloja ja joilla on erinomaiset pintakäsittelyominaisuudet, ovat suositeltavia, jotta varmistetaan laatikon tasainen pinta.
3. Valmistusprosessi
• Jyrsintä ja koneistus: Käytä tarkkuustyöstötyökaluja, kuten CNC (Computer Numerical Control) -jyrsintäkoneita, leikkaamaan muotin onteloita ja ytimiä 3D-mallin mukaan. Työstötarkkuus on ratkaisevan tärkeää, jotta muotin eri osat sopivat tarkasti yhteen.
• EDM (Electrical Discharge Machining): Monimutkaisiin muotoihin tai hienoihin yksityiskohtiin, joita on vaikea saavuttaa jyrsimällä, voidaan käyttää EDM:ää. Se käyttää sähköpurkauksia syövyttämään materiaalia ja luomaan halutun muodon.
• Pintakäsittely: Levitä muottiin sopivia pintakäsittelyjä. Esimerkiksi kaviteetin pinnan kiillotus korkeakiiltoiseksi voi parantaa muovilaatikon pinnan laatua ja helpottaa osan irrottamista muotista. Tekstuuria voidaan tehdä myös, jos laatikolle vaaditaan tietty pintakuvio.
4.Jäähdytysjärjestelmän suunnittelu
• Tehokkaat jäähdytyskanavat: Suunnittele tehokas jäähdytysjärjestelmä jäähdytyskanavilla, jotka jakautuvat tasaisesti muotin ympärille. Tämä auttaa hallitsemaan muovin jäähtymisnopeutta, lyhentämään kiertoaikoja ja estämään laatikon vääntymistä epätasaisen jäähdytyksen takia. Jäähdytyskanavien halkaisija ja sijoittelu on suunniteltava huolellisesti.
5. Laadunvalvonta
• Mittatarkastus: Käytä tarkkuusmittaustyökaluja, kuten koordinaattimittauskoneita (CMM), tarkistaaksesi muotin osien mitat suunnitteluspesifikaatioiden mukaisesti. Kaikki poikkeamat on korjattava muotin oikean istuvuuden ja toiminnan varmistamiseksi.
• Koeajot: Suorita koeruiskutusajot muotilla tarkistaaksesi mahdolliset viat muovilaatikossa, kuten lyhyet laukaukset (epätäydellinen täyttö), salama (ylimääräinen muovi) tai uppoamisjäljet. Tee koeajojen tulosten perusteella muottiin säätöjä, kuten muuttamalla portin rakennetta tai säätämällä ruiskutusparametreja.
Mikä on teollisen laatikon ruiskumuotin valmistusaika?
Teollisuuden laatikkoruiskumuottien valmistuksen läpimenoaika on yleensä noin 45-60 päivää, ja jokaiseen vaiheeseen tarvitaan seuraava aika:
1. Suunnitteluvaihe
• Tuoteanalyysi ja suunnitelmasuunnittelu: Korin teknisten eritelmien, rakenteellisten ominaisuuksien ja asiakkaiden erityistarpeiden yksityiskohtainen analysointi sekä alustavien suunnittelusuunnitelmien laatiminen kestää noin 3-7 päivää.
• 3D-mallinnus ja -piirtäminen: Tarkkojen 3D-mallien luominen ja yksityiskohtaisten 2D-piirustusten luominen kestää yleensä 5-10 päivää ammattimaisella CAD-ohjelmistolla myöhempää valmistusta varten.
2. Materiaalin ostovaihe
• Muottiteräksen hankinta: tavallisesti kestää noin 3–7 päivää sopivan teräksen ostamiseen muottien suunnitteluvaatimusten mukaan, jos erikoisteräs on räätälöitävä tai toimittajat ovat loppuneet, aika voidaan pidentää 10–15 päivään. .
• Tarvikkeiden hankinta: Vakiovarusteiden, kuten sormusteiden, liukusäätimien, portin suojusten jne., ostaminen kestää 3–5 päivää ja erikoistarvikkeiden räätälöinti 7–10 päivää tai jopa kauemmin.
3. Valmistusvaihe
• Rouhinta: CNC-jyrsinkoneen ja muiden laitteiden käyttö muotiaihion rouhintaan, suurimman osan marginaalista poistamiseen kestää yleensä noin 7–10 päivää.
• Viimeistely: mukaan lukien puoliviimeistely ja viimeistely, tärkeimpien osien, kuten muotin ontelon ja ytimen, hienokäsittely mittatarkkuuden ja pinnan laadun varmistamiseksi, mikä kestää noin 10-15 päivää.
• EDM: Monimutkaisille muodoille tai hienoille rakenteille kestää noin 3–5 päivää tietyn muodon käsittelyyn EDM-purkauskorroosiomateriaalien avulla.
• Pintakäsittely: Kiillotus, nitraus, kromipinnoitus ja muu pintakäsittely muotin pinnan kovuuden, kulutuskestävyyden ja korroosionkestävyyden parantamiseksi kestää noin 3–7 päivää.
4. Laadun tarkastus ja virheenkorjausvaihe
• Laaduntarkastus: CMM:n ja muiden laitteiden käyttö muotin kattavan tarkastuksen suorittamiseen sen varmistamiseksi, että mittatarkkuus sekä muoto- ja sijaintitoleranssi täyttävät vaatimukset. Tämä kestää noin 3–5 päivää.
• Muotitesti ja virheenkorjaus: Suorita 2–3 muottitestiä ja säädä ja optimoi muotti muoviosien kunnon mukaan jokaisen testin jälkeen, joka kestää noin 7–10 päivää.
Mitkä ovat yleiset viat teollisuuslaatikoiden muotteissa ja ratkaisuja niiden välttämiseksi?
Tässä on joitain yleisiä puutteita teollisuuslaatikoiden muotteissa ja tapoja välttää ne:
1. Lyhyet laukaukset
Vian kuvaus: Lyhyet laukaukset syntyvät, kun muovimateriaali ei täytä täysin muotin onteloa. Tämä johtaa epätäydelliseen tai osittain muodostuneeseen teollisuuskoriin, josta puuttuu osia.
Syyt ja välttäminen:
Riittämätön ruiskutuspaine tai -tilavuus: Tarkista ruiskupuristuskoneen asetukset. Varmista, että ruiskutuspaine ja tilavuus ovat riittävät täyttämään koko muottitilan laatikon rakenteen mukaisesti. Painetta on ehkä säädettävä käytetyn muovin tyypin ja viskositeetin mukaan. Rajoitettu materiaalivirta: Tämä voi johtua kapeasta tai tukkeutuneesta portista. Suunnittele sopivan kokoiset ja muotoiset portit mahdollistamaan tasaisen materiaalivirran. Tarkista myös, onko juoksujärjestelmässä esteitä. Pidä jako ja portti puhtaina ja puhtaina roskista muovauksen aikana.
2. Salama
Vian kuvaus: Flash on ylimääräistä muovia, joka työntyy esiin mld-jakolinjasta tai muista aukoista. Se antaa teollisuuslaatikolle hienostumattoman ulkonäön ja voi myös vaikuttaa sen toimivuuteen.
Syyt ja välttäminen:
Virheellinen muotin sulkeminen: Varmista, että muotin kiristysvoima on asetettu oikein. Jos voima on liian pieni, mld ei välttämättä sulkeudu tarpeeksi tiukasti, jolloin muovi pääsee valumaan ulos. Tarkista säännöllisesti mld -sulkumekanismin kuluminen ja säädä kiristysvoimaa tarpeen mukaan.
Kuluneet tai vaurioituneet muottipinnat: Ajan myötä muotin pinnat voivat kulua tai vaurioitua, jolloin erotusviivaan muodostuu rakoja. Tarkista ja huolla muotin pinta säännöllisesti. Kiillota tai korjaa vaurioituneet alueet tiiviin tiiviyden varmistamiseksi.
3. Altaan jäljet
Vian kuvaus: Altaan jäljet ovat painaumia tai onttoja alueita valetun teollisuuslaatikon pinnalla. Ne esiintyvät yleensä alueilla, joissa on paksuja osia, ja ne johtuvat muovin kutistumisesta sen jäähtyessä.
Syyt ja välttäminen:
Epätasainen seinäpaksuus: Suunnittele laatikko tasaisemmilla seinämäpaksuuksilla. Vältä äkillisiä paksuuden muutoksia, jotka voivat johtaa differentiaaliseen jäähtymiseen ja kutistumiseen. Jos paksuja osia tarvitaan, harkitse ripojen tai muiden rakenteellisten ominaisuuksien lisäämistä uppoamisjälkien todennäköisyyden vähentämiseksi.
Riittämätön jäähdytys: Varmista tehokas jäähdytysjärjestelmä. Jäähdytyskanavat tulee suunnitella siten, että ne jäähdyttävät tasaisesti muotin poikki. Säädä jäähdytysaikaa ja jäähdytysnesteen virtausnopeutta muovimateriaalin ominaisuuksien mukaan minimoidaksesi kutistumiseen liittyvät ongelmat.
4. Vääntyminen
Vian kuvaus: Vääntyminen viittaa muovatun teollisuuslaatikon vääntymiseen sen aiotusta muodosta. Tämä voi vaikeuttaa laatikoiden pinoamista tai käyttöä tarkoitetulla tavalla.
Syyt ja välttäminen:
Epätasainen jäähdytys: Samoin kuin pesuallasjäljet, epätasainen jäähdytys voi aiheuttaa vääntymistä. Tarkista jäähdytysjärjestelmän rakenne ja varmista, että jäähdytysneste on jakautunut tasaisesti muotin ympärille. Harkitse myös muottimateriaalin lämmönjohtavuutta ja sen vaikutusta jäähdytyksen tasaisuuteen.
Väärät ruiskuvaluparametrit: Väärät asetukset, kuten ruiskutusnopeus, pakkauspaine ja pitoaika, voivat vaikuttaa sisäiseen jännitysjakaumaan valetussa osassa ja johtaa vääntymiseen. Optimoi nämä parametrit yrityksen ja erehdyksen avulla ja muovimateriaalin ominaisuuksien perusteella.
5. Pintaviat (naarmut, tahrat jne.)
Vian kuvaus: Näitä voivat olla naarmut laatikon pinnalla, likaantuneen muovin tahrat tai karkea rakenne.
Syyt ja välttäminen:
Muotin pinnan laatu: Varmista muotin korkealaatuinen pintakäsittely. Kaikki muotin pinnan naarmut tai epätasaisuudet siirtyvät muottiosaan. Kiillota muotin pinnat säännöllisesti ja käsittele niitä varovasti huollon ja käytön aikana.
Likaantuminen: Pidä muovimateriaali puhtaana ja puhtaana epäpuhtauksista. Säilytä sitä puhtaassa ympäristössä ja käytä asianmukaisia käsittelymenetelmiä, jotta likaa, kosteutta tai muita vieraita aineita ei pääse materiaaliin ja se ei vaikuta muovattujen laatikoiden pinnan laatuun.
Paketti &. Toimitus

Muotin osat
Muotti terästä

Hot Runner System

Vakioosat

Asiakkaiden palaute

Voit jakaa tarkempia yhteystietoja, kuten sähköpostiosoitteen, puhelinnumeron tai online-yhteyslomakkeita, jotta kiinnostuneet voivat ottaa sinuun yhteyttä koskien muovisen teollisuuslaatikon muotin valmistusta. Tai voit etsiä potentiaalisia asiakkaita eri kanavien, kuten alan näyttelyiden, yrityshakemistojen ja online-valmistusalustojen kautta mainostaaksesi muotinvalmistuspalveluasi.





