



Muotin tekniset tiedot
|
Muotinimi |
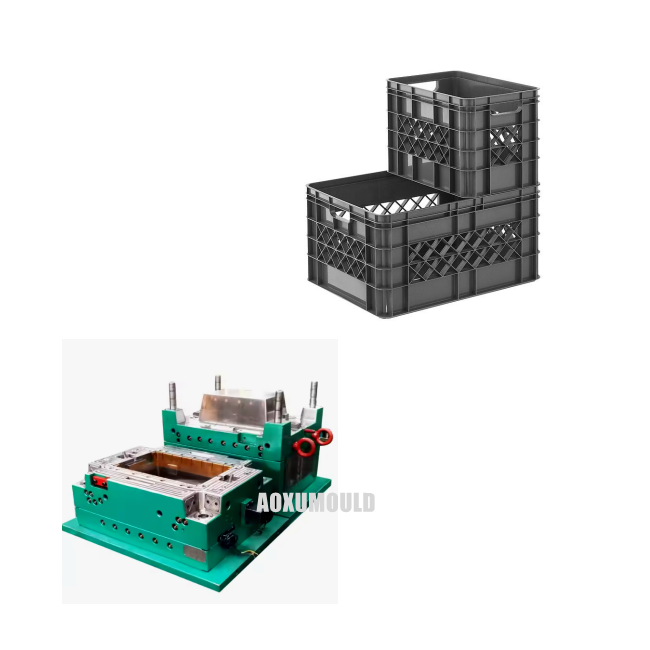
Muovinen pinottava säilytyslaatikkomuotti |
|
Tuotemateriaali |
HDPE -polyeteeni |
|
Tuotekoko |
L 570 x W 370 x H 205mm |
|
Tuotepaino |
1,57 kg |
|
Muotimateriaali onkalolle &. Ydin |
P20/718H/H13 |
|
Ontelon nos |
1 ontelo |
|
Injektiojärjestelmä |
Kuuma juoksija |
|
Sopiva injektiokone |
650T |
|
Muotin koko |
850x580x900mm |
|
Muottipaino |
3200 kg |
|
Muotin käyttöikä |
Yli 500, 000 tietokoneita |
|
Toimitusaika |
55 päivää |
Miksi tarvitsemme muovia muovisia säilytyslaatikoita?

Meidän on tehtävä muotti muovilaatikoihin useista syistä.
1. Muotti antaa muovilautalle sen spesifisen muodon. Se mahdollistaa johdonmukaisen ja tarkan suunnittelun luomisen. Esimerkiksi, jos haluat, että kaikilla laatikoilla on samankokoiset osastot ja ulkoiset mitat pinoamaan siististi, muotti varmistaa tämän tasaisuuden.
2. Se mahdollistaa massatuotannon. Kun muotti on valmistettu, monia identtisiä muovisia säilytyslaatteja voidaan tuottaa nopeasti ja tehokkaasti. Tämä on paljon käytännöllisempää kuin yrittää muokata jokaista laatikkoa käsin, mikä olisi erittäin aikaa - kuluttavaa ja johtaisi tuotteiden paljon variaatioon.
3. Valmiin tuotteen laatua voidaan hallita paremmin muotilla. Muotti voidaan suunnitella luomaan laatikko, jolla on oikea paksuus ja lujuus tarvittavilla alueilla, mikä tekee laatikosta kestävämmän ja sopii sen tarkoitukseen.
MitenMuovausMuoviset säilytyslaatikot?
Kuinka suunnitella muovinen säilytyslaatikon muotti?
1.tuotteen analyysi
• Ymmärrä varastointilaatikon muoto, koko ja rakenteelliset vaatimukset perusteellisesti. Tarkastellaan yksityiskohtia, kuten korkeutta, pituutta, leveyttä ja kaikkia erityisominaisuuksia, kuten kahvoja, osastoja tai pinoamiselementtejä.
• Analysoi laakerin laakerin kapasiteetti ja tarkoitettu käyttö sopivan seinämän paksuuden ja vahvistuksen määrittämiseksi. Esimerkiksi, jos laatikon on tarkoitus pitää raskaita esineitä, paksumpia seiniä voidaan tarvita.
2.Metityyppinen valinta
• Päätä kahden levyn muotin tai kolmen levyn muotin välillä. Kaksi levyn muotti on yksinkertaisempi ja yleisemmin käytetty vähemmän monimutkaisissa osissa. Kolme levymuottia voi olla parempi osille, joilla on ominaisuuksia, jotka vaativat monimutkaisempaa porttia, kuten monimuotoisia ontelon muotteja suuren määrän tuotantoa varten.

3.Cavity and Core -suunnittelu
• Suunnittele onkalo laatikon ja ytimen ulkoisen muodon muodostamiseksi sisäosan muodostamiseksi. Varmista, että luonnoskulma on riittävästi (yleensä 1 - 3 astetta) sivuseinissä, jotta osan helpon poistuminen on muotista.
• Harkitse kaikkien inserttien tai ominaisuuksien, kuten ruuvipomojen tai saranojen, sijaintia ja suunnittele ontelo ja ydin niiden mukauttamiseksi tarkasti.
4.Tavajärjestelmä
• Valitse sopiva porttimenetelmä. Muovisten säilytyslaatikoiden osalta reunaportti tai kuuma juoksija -portti voidaan harkita. Reunaportti on yksinkertainen vaihtoehto, jonka avulla sulaa muovi pääsee muotin onteloon reunasta. Kuuma - juoksijajärjestelmät voivat vähentää materiaalijätteitä ja tarjota paremman hallinnan injektioprosessissa.
• Laske portin koko muovimateriaalin tilavuus- ja virtausominaisuuksien perusteella muotin ontelon tasaisen täyttämisen varmistamiseksi.
5.Cooling System
• Suunnittele tehokas jäähdytysjärjestelmä syklin ajan vähentämiseksi. Jäähdytyskanavat porataan yleensä muotilevyihin ontelon ja ytimen lähellä. Kanavien asettelun tulisi olla sellainen, että se tarjoaa yhdenmukaisen jäähdytyksen osassa vääntymisen välttämiseksi.
• Harkitse jäähdytyskanavien ohjauslevyjen tai kuplien käyttöä paksummien osien alueiden tehokkaamman jäähdytyksen saamiseksi.
6.Täkeysjärjestelmä
• Valitse sopiva poistomekanismi, kuten ejektoritapit, stripparilevyt tai ilmanpoisto. Ejektoritappeja käytetään yleisesti, ja ne tulisi sijoittaa alueille, jotka voivat tarjota riittävän voiman työntää osan muotista epämuodostumatta sitä.
• Laske vaadittava poistovoima osan geometrian ja muovin ja muotin pinnan välisen kitkan perusteella.
7.Mateerata materiaalivalinta
• Valitse muotimateriaali, joka kestää korkeat injektiopaineet ja lämpötilat. Yleisesti käytettyjä materiaaleja ovat työkaluterät, kuten P20 tai H13. Valinta riippuu tekijöistä, kuten tuotantotilavuudesta, käytettävän muovin tyypistä ja vaaditusta pintapinnasta.
8.Toleranssi- ja tarkkuussuunnittelu
• Aseta sopivat toleranssit muotin ontelon ja ytimen mittoille varmistaaksesi, että tuotettu säilytyslaajuus täyttää vaadittavat vaatimukset. Harkitse muovimateriaalin kutistumista jäähdytyksen aikana.
• Käytä tarkkuuskoneiden tekniikoita ja laadunvalvontamenetelmiä muotin valmistusprosessin aikana halutun tarkkuuden saavuttamiseksi.
Terästyyppi muovinen säilytyslaatikkomuotti

Kun kyse on terästyypeistä muovisia säilytyslaatikkomuotteja varten, käytetään yleisesti useita vaihtoehtoja:
1.P20 Teräs
Ominaisuudet: Se on ennalta kovetettu teräs, jolla on hyvä konettavuus. Sillä on suhteellisen hyvä kovuus ja sitkeys. Kovuus vaihtelee tyypillisesti 28 - 36 HRC: stä.
Edut: Se kestää injektiopaineita muovausprosessin aikana. Se sopii keskikokoiseen - suureen tilavuuteen muoviosien, kuten säilytyslaatikoiden, tuotantoon. P20 -teräksellä saavutettu pintapinta voi olla varsin hyvä asianmukaisen kiillotuksen jälkeen, mikä on hyödyllistä valettujen laatikoiden ulkonäön kannalta.
Rajoitukset: Erittäin korkean äänenvoimakkuuden tuotannon tai erittäin hankaavien muovien käytettäessä se voi kulua nopeammin kuin jotkut korkeammat suorituskykyiset teräkset.
2.H13 Teräs
Ominaisuudet: H13 on kuuma työkaluteräs. Siinä on erinomainen lämmönkestävyys ja se kestää toistuviin muovisiin injektiosykleihin liittyvät korkeat lämpötilat. Sillä on kovuus 48 - 52 HRC: n ympärillä lämpökäsittelyn jälkeen.
Edut: Se on erittäin kestävä ja pystyy käsittelemään korkean paineen injektiomuovausta. Tämä tekee siitä loistavan valinnan suurille - kokoisille tai monimutkaisille - muotoisille säilytyslaatikoille, joissa muotti on merkittävän jännityksen alla. Sillä on myös hyvä vastus lämpöväsymykselle, mikä on tärkeää jatkuvasti käytettäville muotille.
Rajoitukset: Se on kalliimpaa kuin P20 -teräs ja vaatii varovaisempaa lämpökäsittelyä valmistusprosessin aikana optimaalisten ominaisuuksiensa saavuttamiseksi.
3.718 Teräs
Ominaisuudet: 718 Teräs on kromi - nikkeli - molybdeeni -seosteräs. Sillä on suuri lujuus ja hyvä ulottuvuusvakaus. Kovuus voidaan säätää erityisten vaatimusten mukaisesti asianmukaisen lämpökäsittelyn avulla.
Edut: Se tarjoaa erinomaisen kiillotuksen, joten valettujen osien pinta on sileä ja kiiltävä. Se soveltuu muovivarastojen muotoiluun, jotka vaativat korkealaatuista ulkonäköä. Sillä on myös hyvä vastustus kulumiselle ja korroosiolle, mikä auttaa pidentämään muotin käyttöikää.
Rajoitukset: Samoin kuin H13, se on suhteellisen kallista ja valmistusprosessia on valvottava tarkasti sen ominaisuuksien hyödyntämiseksi.
Kuinka kauan muotti kestää?
Muovikalvomuotin elinikä voi vaihdella merkittävästi useista tekijöistä riippuen.
Jos muotti on valmistettu korkealaatuisesta teräksestä, kuten H13, ja se on hyvin yllä - ja sitä käytetään suhteellisen vähemmän hankaavia muoveja, se voi kestää satoja tuhansia yli miljoonaan injektiosykliin. Esimerkiksi kaivojen tuotantolaitoksessa, jossa muotia käytetään tuottamaan yleisiä polyeteeniä tai polypropeenia valmistettuja säilytyslaatikkoja, ja asianmukaisella hoidolla, kuten tavallinen puhdistus, voitelu ja lämpötilanhallinta, muotti voi kestää 500, {{{ 5}} tai enemmän sykliä.
Kuitenkin, jos muotti on valmistettu alemman luokan materiaalista tai jos sitä käytetään muovien muokkaamiseen hioma -täyteaineilla, tai jos se on altistunut väärään käsittelyyn (kuten yli -injektiopaine, huono jäähdytys, joka aiheuttaa vääntymistä tai riittämätöntä poistoainetta Vaurioiden erottamiseksi poistumisen aikana) sen elinikä voi olla paljon lyhyempi. Ääritapauksissa muotti voi kestää vain muutaman tuhannen syklin ennen merkittävää kulumista, halkeilua tai muita vaurioita, mikä tekee siitä käyttökelvottoman.
Paketti &. Toimitus

Muotikomponentit
Muottiteräs

Kuuma juoksijajärjestelmä

Vakioosat

Kuinka säilytetään muovimuotteja?
1.Keskus ennen varastointia
Puhdista muotti huolellisesti jäljellä olevan muovin, lian tai roskien poistamiseksi. Käytä sopivia puhdistusaineita, jotka sopivat muotimateriaaliin. Esimerkiksi teräsmuoteille voit käyttää mietoa pesuainetta ja pehmeää harjastettua harjaa puhdistaaksesi kaikki tarttuvat muovihiukkaset.
Puhdista myös jäähdytyskanavat. Huuhtelemalla ne puhdistusliuoksella ja kuivaamalla ne sitten kokonaan ruosteen tai muotin kasvun estämiseksi.
2.Kavi suojaava pinnoite
Levitä ruoste - ennaltaehkäisevä pinnoite muottipinnoille, varsinkin jos se on valmistettu metallista. Kaupallisia ruosteita on saatavana erilaisia. Päällyste koko muotin ontelo, ydin ja muut metalliosat suojaavan esteen muodostamiseksi kosteutta ja hapettumista vastaan.
3. Hilkaisten pintojen muotteille käytä hioma -pinnoitetta viimeistelyn säilyttämiseen. Tämä auttaa ylläpitämään muotin pinnan laatua, mikä on tärkeää seuraavien muovilautatuotteiden laadun kannalta.
Asianmukainen varastointiympäristö
Säilytä muotti kuivalla, viileällä ja hyvin tuuletetulla alueella. Vältä sen säilyttämistä paikkaan, jolla on korkea kosteus, koska tämä voi johtaa ruosteen muodostumiseen. Suhteellinen kosteustaso, joka on alle 60%, on yleensä ihanteellinen.
Aseta muotti tasaiselle, vakaalle pinnalle tai sopiville säilytystelineille. Vältä raskaiden esineiden pinoamista muotin päälle muodonmuutoksen estämiseksi. Käytä mahdollisuuksien mukaan homeen erityisiä säilytystelineitä, jotka tukevat muotin muotoa ja painon jakautumista.
4.Label ja Inventory
Merkitse muotti selvästi tiedoilla, kuten sen osanumero, sen suunnitellut muovilaatikot ja viimeisen käytön päivämäärä. Tämä auttaa helppoa tunnistamista ja hakemista.
Pidä varastotiedot kaikista tallennettuista muotista, mukaan lukien niiden säilytyspaikka, kunto ja kaikkiin lisävarusteisiin tai varaosiin.

Asiakkaiden palaute

Faq
K: Mitkä tekijät on otettava huomioon muotisuunnittelussa?
V: Tuotevaatimukset, kuten laatikon koko, muoto, rakenteellinen lujuus ja demolding -menetelmä sekä muovausprosessitekijät, kuten materiaalin virtaus, jäähdytys ja tuuletus, olisi otettava huomioon. Kustannusten ja tuotannon tehokkuuden näkökohdat ovat myös välttämättömiä kattavalle suunnittelulle.
K: Mitä materiaaleja yleensä käytetään muovisten säilytyslaatikkojen muottien valmistukseen?
V: Yleisesti käytetty muotimateriaali on terästä, kuten P20, 718H, H13, SKD61 jne. Näillä materiaaleilla on hyvä kulutuskestävyys, korkea kovuus ja erinomainen lämpöstabiilisuus.
K: Kuinka varmistaa muotimateriaalien laatu?
V: Valitse tavallinen materiaalitoimittaja ja tarkista materiaalin laatutodistukset, kuten materiaaliraportit ja lämpökäsittelyraportit. Suorita materiaaleja koskevia tarkastuksia, mukaan lukien kovuuskokeet ja metallografinen analyysi, varmistaaksesi, että ne täyttävät suunnitteluvaatimukset.
K: Kuinka muotin koneistustarkkuus vaikuttaa muovisen säilytyslaatikon laatuun?
V: Koneistustarkkuus vaikuttaa suoraan laatikon mittatarkkuuteen, ulkonäön laatuun ja kokoonpanon suorituskykyyn. Erityinen muotin koneistus voi varmistaa laatikon tarkan ja yhdenmukaisen koon sileällä pinnalla ja ilman virheitä, kuten uria ja salamaa, parantaen laatikon laatua ja suorituskykyä.
K: Kuinka taata muotin koneistustarkkuus?
V: Käytä edistyneitä prosessointilaitteita ja tekniikoita, kuten CNC -koneistuskeskuksia ja sähköpäästöjen koneistus. Koneistusprosessin aikana seuraa tiukasti suunnitteluvaatimuksia ja käytä tarkkuusmittauslaitteita suorittamaan reaaliaikainen havaitseminen ja muotin kriittisten mittojen säätäminen.
K: Mitä pitäisi tehdä, jos hitsauslinjat näkyvät injektiomuovausprosessin aikana?
V: Ratkaisuja voidaan etsiä neljästä näkökohdasta: muotti, laitteet, raaka -aineet ja prosessi. Säädä muotin lämpötila asianmukaisesti muotin lämpötilaa, modifioida juoksijan leveyttä, portin poikkileikkausta ja asemaa sekä laajennuskanavaa. Laitteiden osalta laajenna muovausjakso tai vaihda kone suuremmalla plastisointikapasiteettilla. Raaka -aineisiin varmista, että ne ovat kuivia ja vältä nestemäisten lisäaineiden lisäämistä, ja voidaan lisätä sopivia voiteluaineita tai stabilointiaineita. Prosessia varten lisää injektiopainetta ja aikaa, säädä injektionopeutta ja minimoi muotin vapautumisaineiden käyttö.
K: Mitkä ongelmat johtuvat huonosta homeen tuuletuksesta injektiomuovan aikana?
V: Se johtaa sulan täyttövaikeuksiin, mikä johtaa riittämättömään injektiotilavuuteen ja kyvyttömyyteen täyttää ontelo. Myös onteloon muodostuu korkea paine, jolloin kaasu pääsee muoviin, aiheuttaen laatuvirheitä, kuten tyhjiöitä, huokoset, löysät rakenteet ja hopearaidat, jotka vaikuttavat muoviosan mekaanisiin ominaisuuksiin ja ulkonäön laatuun.





