


Muotin tekniset tiedot
|
Muotinimi |
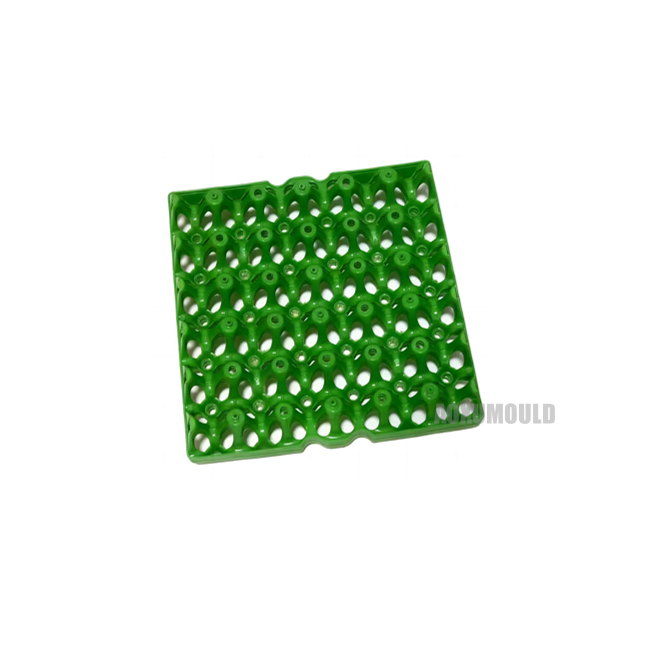
Muovinen muna -astia |
|
Tuotemateriaali |
Pp, muovi |
|
Tuotekoko |
295x295x50mm |
|
Tuotepaino |
300 grammaa |
|
Muotimateriaali onkalolle &. Ydin |
P20, 718 |
|
Muottipohja |
P20, 718H |
|
Injektiojärjestelmä |
Kylmä juoksija |
|
Sopiva injektiokone |
350T |
|
Muotin koko |
510x510x150mm |
|
Muotin käyttöikä |
Yli 500, 000 tietokoneita |
MiksiChautaTo UsePsukulainenEGGTRay?
Muovinen munapohja on erittäin käytännöllinen keittiöväline, jolla on monia etuja ja joka voi tuoda meille paljon mukavuutta ja mukavuutta.
Ensinnäkin muoviset munat ovat kevyempiä, helpompi puhdistaa ja vähemmän alttiita ruostumiselle perinteisiin metallimunaslokeroihin verrattuna. Kun käytämme yleensä metallimunaslokkia, huomaa usein, että metallimateriaali on helppo likaantua ja on vaikea puhdistaa. Muovimunaslokerot eivät ole vain kevyitä, vaan myös kätevämpiä ja tehokkaampia käyttää. Ne voidaan puhdistaa vain yksinkertaisella huuhtelulla vähentäen työmääräämme.
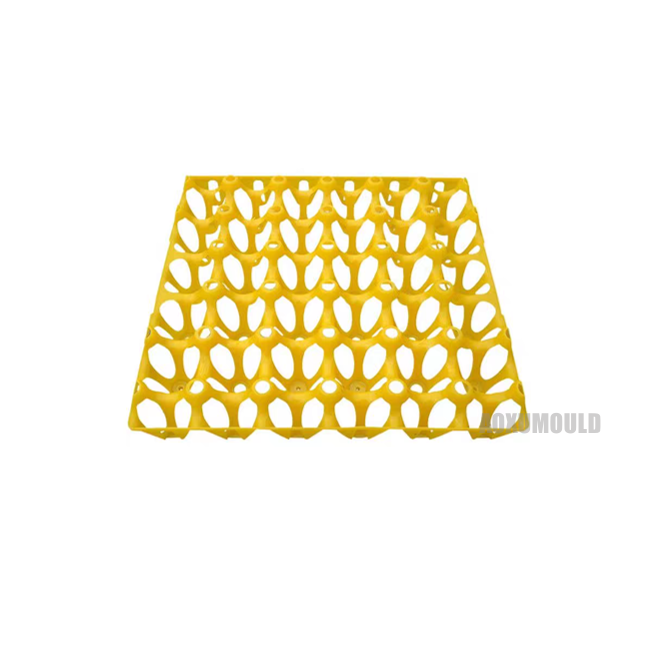
Toiseksi muovisten munalaitteiden ulkonäkö on monipuolinen, ja siinä on kirkkaat värit ja uudet tyylit, jotka voidaan sovittaa erilaisiin keittiön koristeisiin keittiön yleisen kauneuden lisäämiseksi. Kun käytämme sitä, voimme valita suosikkiväriyhdistelmämme henkilökohtaisten mieltymysten mukaan, mikä lisää hauskan ja koristeellisen vaikutuksen.
Muovimunaslokeroilla on jälleen kerran tiettyjä liukumisominaisuuksia, mikä vaikeuttaa munien liukumista lokeroon asettaessa välttäen munan törmäyksiä ja vähentämällä vaurioiden määrää. Kun käytät perinteisiä metallimunasäiliöitä, kohtaamme usein tilanteita, joissa munat liukastuvat, aiheuttaen niiden purskahtamisen ja tarpeettoman jätteen lisäämisen. Muovimunasäiliöissä on tiettyjä liukumisominaisuuksia, jotka voivat tehokkaasti suojata munia, pidentää varastointiaikaa ja vähentää ruokajätteitä.
Lopuksi, muovimunaslokerot ovat edullisia ja niillä on pitkä elinikä, mikä tekee niistä taloudellisen keittiön välineen. Kun ostamme keittiövälineitä, harkitsemme yleensä hintakerrointa, ja muoviset munalaatikkot ovat halpoja, kustannustehokkaita, sillä on pitkä käyttöikä, ne eivät ole helposti vaurioituneita ja ne ovat erittäin käytännöllisiä kotitaloustuotteita.
MitenTo DepääteThänTypeAndPosuusOf InyrkkeilyGsöilläFtaiPsukulainenEGGTsädeMuotti?

Muovimunaslokerot ovat yleinen kotitalous esine, joka on valmistettu injektiomuovaustekniikassa tuotantoprosessin aikana. Injektioportti on erittäin tärkeä osa injektiomuovausta, mikä vaikuttaa suoraan tuotteen muotoiluun ja prosessin tehokkuuteen. Seuraavassa analysoin yksityiskohtaisesti muovimunaslokeroiden injektiomuovausporttien tyypit ja sijainnit.
Ensinnäkin, katsotaanpa injektiomuovausporttityyppejä. Pienikokoisille tuotteille, kuten muovimunasäiliöille, yleisesti käytetyt injektiomuovausporttityypit ovat pistepohjainen portti, sivupohjainen portti ja suora portti. Pisteenestoportti on eräänlainen portti, joka injektoi sulaa muovia muotin onteloon tuotteen yhdeltä tai useammalta sivulta, joka sopii tuotteille, joilla on suhteellisen tasaiset pinnat. Sivusalpaavaa porttia käytetään sulan muovin pistämiseen muotin onteloon muotin toiselta puolelta, ja se sopii tilanteisiin, joissa tuotteen pinnalla on epätasainen tekstuurit. Suoraa kaatamisporttia käytetään sulan muovin injektioon suoraan muotin onteloon tuotteen yläosasta, joka sopii tuotteille, joilla on yksinkertaiset muodot. Kun valitset injektiomuovausportin tyyppiä, on välttämätöntä tehdä kohtuullinen valinta tuotteen suunnittelu- ja tuotantovaatimusten perusteella.
Seuraavaksi puhutaan ruiskuvaluportin sijainnista. Tuoteille, kuten muovimunasäiliöille, on tavallista valita, että portit asetetaan tuotteen reunoille helpottaakseen muovin pääsyä muotin onteloon ja täyttämään koko tuote. Samaan aikaan se voi myös vähentää kuplien ja lyhyiden materiaalien esiintymistä injektioprosessin aikana varmistaen tuotemuovan laadun. Kun valitset injektioportin asemaa, on tarpeen ottaa huomioon tekijät, kuten tuotteen ulkonäkövaatimukset, muovausvaikeudet ja portin jälkeinen käsittely, jotta lopulta sopivin sijainti.
Lisäksi tuotteen ulkonäön laadun ja tuotannon tehokkuuden parantamiseksi tuotesuunnittelussa ja muotirakenteessa voidaan tehdä joitain optimointeja. Esimerkiksi lisäämällä muotin onteloiden lukumäärää, ejektoritappien tai pakokaasujärjestelmien asettamista, tuotteiden muovaustarkkuutta ja tuotantotehokkuutta voidaan parantaa. Samanaikaisesti erityisiä prosessitekniikoita, kuten kuuma juoksijatekniikka ja laminoitu muovaus
Mallit tuotteelle &. Muotti

EdistyminenArantaPsukulainenEGGTsädeInyrkkeilyMuotti Processing
Muovimuna -lokeroinjektiomuotin käsittelyaikataulun tulisi noudattaa systemaattista prosessia yhdistettynä muotinvalmistustekniikkaan ja projektin välitavoitteisiin suunnitteluun. Seuraava on puitteet Aoxu -muotin prosessointiaikutuksen ajoittamiseksi.
1. Suunnitteluvaihe (5-10 päivää)
Vaatimusanalyysi: Selvitä tuotteiden eritelmät (koko, reikien lukumäärä, demolding -kaltevuus jne.) Ja homeen käyttöikävaatimukset.
Muotirakenteen suunnittelu: Suorita 3D -erotus-, kaatajärjestelmä (pisteportti tai sivuportti), jäähdytysjärjestelmän ja ejektorimekanismin.
Piirustuslähtö: Luo koneistuspiirustuksia, kokoonpanopiirroksia ja elektrodisuunnittelupiirroksia ja vahvista avaintoleranssit (kuten ± 0. 05mm) asiakkaan kanssa.
2. Materiaalin valmistelu (3-5 päivää)
MOLD-pohjakasvatus: Valitse vakiomuotit (kuten LKM-standardi) muotin koon perusteella tai mukauta epästandardit muotin emäkset.
Teräksen tilaaminen: Onkalo/ytimelle valitaan esiasetettua terästä (kuten P20 tai 718H), ja ejektorin nastaan ja liukusäätimeen (kuten H13) (kuten H13).
Ulkoistettujen osien valmistelu: Pre Tilaa kuuma juoksijajärjestelmä ja vakioosat (jouset, opas -sarakkeet jne.).
3. Käsittelyvaihe (15-25 päivää)
Karkea koneistus: Muotin pohjapinnan ja onkalon muodon CNC -jyrsintä, varattu tarkkuuskoneiden hankintakorvaus 0. 2-0. 3MM.
Lämpökäsittely: Tyhjiöjen sammutus suoritetaan osille, jotka vaativat suurta kovuutta (kuten kovuus HRC 48-52).
Tarkkuus koneistus:
Tarkkuusjata: Suorita onkalon pinnan koneistus (on suositeltavaa käyttää viittä akselin työstötyökalua).
Sähköpäästöryhmä (EDM): Käsittelyalueet, joita CNC ei pysty käsittelemään, kuten syviä uria ja teräviä kulmia.
Langanleikkaus: Tarkkuusreiän käsittely, kuten ejektorin tapin reikät ja inserttipaikat.
Pintakäsittely: kiillota ontelo peilin pintaan (RA vähemmän tai yhtä suuri kuin 0. 1 μm) ja suorita tarvittaessa nitridihoito.
4. Kokous ja käyttöönotto (5-7 päivää)
Komponenttien kokoonpano: Asenna ejektorijärjestelmä ja jäähdytysvesipiiri (vaatii 3MPA -painetesti).
Muotin sovitustesti: Tarkista erotuspinnan istuvuus (rako vähemmän tai yhtä suuri kuin 0. 02mm) ja liukusäätimen liikkeen sileyttä.
Ennakko: Suorita tyhjä muottitestaus muotiditehdassa ja nauhoita avainulotteisia tietoja.
5. Koekäytön muovaus ja optimointi (3-5 päivää)
Ensimmäinen kokeilumuovaus (T1): Vahvista ruiskuvaluparametrit (materiaalin lämpötila, pitoaika) ja tuotteen demolding -vaikutus.
Ongelmankorjaus:
Säädä pakokaasun syvyys (yleensä 0. 02-0. 03mm).
Optimoi jäähdytysvesijärjestelmän asettelut syklin ajan vähentämiseksi.
Korjaa salama- tai kutistumisongelmat (vähentämällä injektiopainetta tai muuttamalla portin kokoa).
PRE -TUOTTEEN KESKUSMUOLT (T 2- T3): Tuottaa jatkuvasti 100-200 muotit stabiilisuuden tarkistamiseksi.
Koetaa jtkMuovinen muna -astia
Paketti &. Toimitus

Muotikomponentit
Muottiteräs

Kuuma juoksijajärjestelmä

Vakioosat

Faq
Asiakkaiden palaute






